


















Реактивная экструзия объединяет химическую модификацию с плавлением и формованием полимера в один непрерывный этап, кардинально меняя производственные протоколы в полимерной промышленности. Осуществляемый в противовращающихся или сонаправленных двухшнековых установках Cor в лабораторных масштабах, метод позволяет проводить полимеризацию in-situ, вводить различные добавки с полостями, трубчатые и эластомерные соэкструзии с одновременным приданием конечной формы. Отказ от пред- и послереакционной постановки снижает капитальные затраты и энергоемкость. В этой статье изложены механистические основы реактивной двухшнековой экструзии, рассмотрен класс интегралов, а также приведены конкретные примеры, взаимосвязи и прорывы, которые возводят этот синтез в основу современных прикладных исследований в области полимеров.
Введение в реактивную экструзию
Определение реактивной экструзии
Реактивная экструзия - это метод непрерывной обработки, при котором химические реакции интегрируются с формованием полимера в одном аппарате. Осуществляя преобразования, будь то полимеризация, прививка или сшивание, внутри экструдера, метод позволяет обойти последовательное, пакетное разделение реакции и переработки, повышая тем самым общую эффективность работы и экономическую целесообразность. В рамках этой концепции экструдер работает Одновременно выполняет функции химического реактора и формовочного устройства, обеспечивая контролируемую тепловую энергию, механическое перемешивание и сдвиг для протекания необходимых реакций при формировании конечной геометрии полимера.
Обзор двухшнековых экструдеров
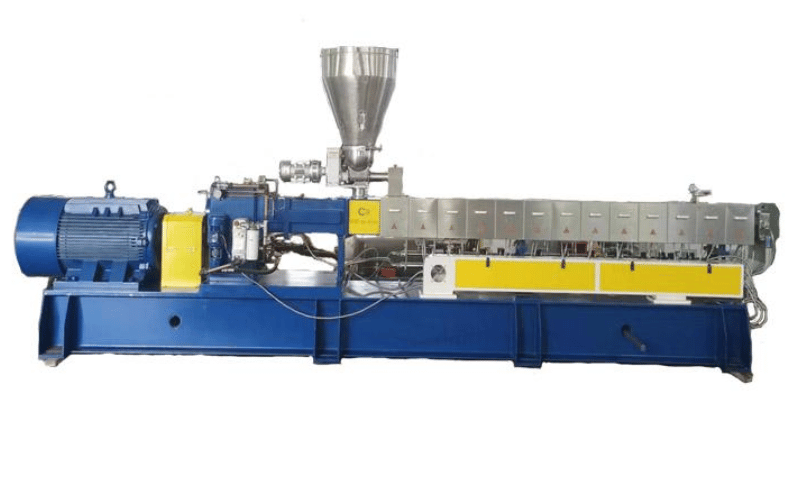
В области реактивной экструзии двухшнековые экструдеры занимают лидирующее положение, в первую очередь благодаря исключительной точности смешивания и обработки. Аппарат включает в себя два вращающихся во встречном направлении шнека, перемещающихся по одному стволу. Такая геометрия обеспечивает тонкий контроль над тепловыми градиентами, давлением и временем пребывания материала в системе. Преимущества двухшнековых аппаратов для реактивной экструзии можно свести к следующему: взаимозацепление гарантирует дозированное, однородное диспергирование реактивов, что способствует предсказуемой кинетике реакции при низких региональных тепловых градиентах; настраиваемые профили шнеков позволяют определять зоны распространения, смешивания и дегазации, обеспечивая соответствие профилей пребывания заданным путям реакции; а врожденная конструкция экструдера обеспечивает быстрый и равномерный теплообмен, необходимый для стабилизации экзо- и эндотермических превращений без опасных тепловых побегов или тепловых задержек.
Двухшнековые экструдеры остаются "рабочей лошадкой" полимерной промышленности для производства специальных материалов, включая функционализированные полимеры, современные композиты и нанокомпозиты.
Роль химических реакций в повышении производительности экструзии
Использование химических реакций в шнеках коренным образом изменяет и оптимизирует архитектуру полимеров, открывая прямой путь к созданию материалов с точно контролируемыми свойствами для конечного использования. Используя реакционную способность в процессе переработки, инженеры могут придать полимеру совершенно новые характеристики за один непрерывный этап.
Реакции прививки, например, вводят реакционноспособные боковые группы в полимерную основу, тем самым увеличивая межфазную адгезию и способствуя последующему формированию морфологии нанокомпозита с минимальным разделением фаз.
Параллельное и последующее сшивание в шнеке создает ковалентные сети, которые повышают модуль упругости, предел текучести и долговременную термическую стабильность, позволяя получать инженерные термореактивные материалы из термопластичных прекурсоров.
Кроме того, точное впрыскивание мономеров в ствол экструдера позволяет проводить полимеризацию in-situ, что сокращает время цикла, занимаемую площадь и содержание растворителей в процессе разработки продукта.
Встраивание многоступенчатой реакционной способности в архитектуру экструдера не только обеспечивает заданную производительность, но и сокращает производственные маршруты, уменьшает избыток реагентов и снижает выбросы побочных продуктов.
Процесс и принципы реактивной экструзии
Механизм процесса реактивной экструзии
Реактивная экструзия объединяет химический синтез с формованием полимеров в рамках оптимизированной поточной операции. Начиная с введения мономеров, катализаторов и вспомогательных добавок в шнековый экструдер, протокол фиксирует параметры тепла, поперечных сдвиговых усилий и постоянного давления. Внутри вращающейся бочки эти силы усиливают тепловые и механические предварительные условия, которые запускают и закрепляют заданные превращения.
Элементы шнека с тройными зазубринами служат локусами микрореактора: они принимают и распространяют тепловой профиль, зоны сдвига и градиенты распределения, необходимые для однородного теплового профиля и сравнимого со сдвигом воздействия реактива. Отверстия по всей длине ствола доставляют испарившуюся воду, образовавшийся растворитель и другие пассивирующие летучие вещества в защищенную зону, создавая реакционные полимеры с экстралатином поверхностной конденсации. Затем продукт выходит в виде гранул, пленок или других удобных геометрических форм, не требуя дополнительной последовательности и экономя тепловую историю и время.
Складывание в один проход всестороннего смешивания, полимеризации и щадящей водной грануляции или увлажнения в пленочном каландре позволяет снизить удельную энергию, уменьшить риск повреждения пола и приглушить градиенты вязкости при резком тепловом воздействии на низкомолекулярные массы.
Роль термопластичного полиуретана (TPU)
Термопластичный полиуретан (ТПУ) олицетворяет собой гибкость, присущую платформе реактивной экструзии, которая открывает возможности для семейств термопластов и эластомеров. Сеть ТПУ создается с помощью бифункционального удлинителя цепи, реагирующего с толуилендиизоцианатами и эфирами или эфирными полиолами в ходе одностадийной поликонденсации, встроенной в бочку. Крутящий момент, противодавление и удаление продувки настраиваются таким образом, чтобы организовать тщательно продуманную драматургию диспергирования а-фазных линейно-концевых, эфирно-аминных, изоцианатных и коленчатых аддуктов, которые соединяются между собой.
Реактивная экструзия позволяет точно подбирать термопластичные полиуретаны (ТПУ) по твердости, эластичности и износостойкости, изменяя рецептуру и технологические параметры. Например:
Мягкие ТПУ производятся на основе низкомолекулярных полиолов, обеспечивая гибкость, необходимую для таких областей применения, как обувь и электрические кабели.
И наоборот, твердые ТПУ образуются при повышенном соотношении диизоцианатов, что позволяет использовать их в конструкционных компонентах, применяемых в автомобильном секторе.
Возможность изменять характеристики ТПУ в процессе экструзии позволяет использовать эту технологию в качестве метода выбора в отраслях, где требуются усовершенствованные полиуретановые композиты.
Полимеризация в двухшнековой экструзии
Двухшнековые экструдеры превосходно справляются с полимеризацией, превращая исходные мономеры непосредственно в длинноцепочечные полимеры. Вращающиеся друг за другом шнеки обеспечивают высокий сдвиг и дисперсию, способствуя однородному взаимодействию реагентов и быстрому, равномерному образованию полимеров.
Эта техника обладает неоспоримыми преимуществами:
- Непрерывная обработка: Непрерывная работа сводит к минимуму время простоя и повышает оборачиваемость материала по сравнению с традиционным порционным синтезом.
- Индивидуальная реакционная среда: Тонко настраиваемые границы температуры, давления и времени позволяют точно регулировать чистую реакцию, максимизируя выход и однородность продукта.
- Широкий спектр реакций: Конфигурация поддерживает разнообразную кинетику, позволяя использовать как ступенчатые, так и пошаговые пути роста, что обеспечивает гибкость формулировки для всего спектра полимерных архитектур.
Например, синтез полиэфиров и полиамидов с помощью двухшнековой экструзии позволяет проводить полимеризацию in-situ, что сводит к минимуму последующие стадии обработки. Такая методология выгодна не только экономией общего времени цикла, но и достижением однородных молекулярных характеристик по всей массе продукта. Как следствие, она стала основополагающей технологией в современном производстве полимеров.
Применение реактивной экструзии
Отраслевые применения TPU
Термопластичный полиуретан (ТПУ), полученный методом реактивной экструзии, получил широкое распространение в различных отраслях благодаря своим настраиваемым эксплуатационным характеристикам и простоте введения реактивных добавок в процессе обработки расплава. Такая универсальность охватывает как потребительские, так и промышленные сферы применения.
- Обувь: Поскольку ТПУ одновременно обеспечивает упругую гибкость, повышенную износостойкость и эргономически благоприятный модуль упругости, он доминирует на рынке современных формованных и прямого впрыска стелек и подошв, надежно сохраняя комфорт на протяжении всего срока службы изделия.
- Автомобильная промышленность: ТПУ занимает важнейшую нишу в интерьерах автомобилей премиум-класса, где его превосходная атмосферостойкость, низкий уровень распространения шума и адгезия к пенополиуретану делают его материалом выбора для отделки дверей, обшивки приборной панели, уплотнительных профилей и износостойких накладок.
- Электроника: Присущие диэлектрические свойства в сочетании с умереннотемпературной обработкой расплавом позволяют использовать TPU для изготовления слабоэкранированных втягивающихся кабелей и конструктивных защитных корпусов для потребительских устройств, где коррозионная стойкость и механическая прочность имеют первостепенное значение.
- Медицинские устройства: Для конечных применений в области биомедицины используются составы TPU, обладающие сертифицированной биосовместимостью. Из таких материалов изготавливаются тонкостенные трубки, расширяемые баллонами стенты и катетеры, от которых требуется высокая степень гибкости, прочности и устойчивости к проколам, а также химическая стойкость к стерилизации.
Реактивная экструзия позволяет одновременно регулировать содержание твердых сегментов, функциональность изоцианатов и вязкость расплава, что позволяет получать партии ТПУ, точно соответствующие термическим, механическим и возрастным требованиям вышеупомянутых секторов.
Прививочные техники в реактивной экструзии
Прививка в рамках парадигмы реактивной экструзии позволяет химическим свойствам функциональных полифункциональных добавок проявляться в явном виде в фазе расплава, создавая стабильные цепочки ковалентно связанных совместителей, сшивающих агентов и защитных макромолекул, непосредственно интегрированных в полимерную основу в процессе переработки.
- Совместители: Одним из примечательных примеров является реактивная прививка малеинового ангидрида к полиолефинам в расплаве. Прививка, осуществляемая при сдвиге и термической активации в экструдере, повышает концентрацию реактивных кислотных участков, тем самым усиливая межфазную адгезию с полярными наполнителями, такими как глиняные нанопластинки и тальк. Полученные в результате компатибилизированные смеси демонстрируют заметно уменьшенную морфологию фазового разделения, улучшенную механическую когерентность и повышенную прочность при перфорационном растяжении, тем самым укрепляя пороги производительности передовых полимерных композитов.
- Усилители адгезии: Привитые полимеры служат высокоэффективными связующими слоями в многослойных пленках, значительно усиливая адгезию между разнородными слоями материала.
- Барьерные свойства: Присоединение кислородосодержащих соединений к полимерным цепям заметно улучшает барьерные характеристики, тем самым продлевая срок хранения упаковок для продуктов с модифицированной атмосферой.
- Реактивная экструзия поддерживает контролируемое тепловое поле и поле сдвига, что позволяет точно прививать реактивные функциональные элементы. Это обеспечивает однородное распределение привитых веществ и строгую воспроизводимость процесса.
Инновационное использование реактивных полимеров
Реактивные полимеры, полученные методом экструзии, находят применение в перспективных технологиях во многих отраслях. Их тонко настроенные архитектуры решают насущные инженерные проблемы, способствуя прогрессу в самых разных областях применения.
- 3D-печать: Полимеры с контролируемой вязкостью, сдвигом и быстрой кинетикой отверждения позволяют изготавливать сложнейшие конструктивные детали методом аддитивного производства.
- Возобновляемая энергетика: В фотоэлектрические модули и кожухи лопастей роторов внедряются специальные полимерные покрытия, обеспечивающие долговременную работу и улучшенное преобразование энергии в условиях коррозии и экстремальных нагрузок.
- Умные материалы: Методом реактивной экструзии получают полимеры, которые демонстрируют количественные механические сдвиги, зависящие от последовательности действий термические морфологические триггеры и присущий им автономный ремонт, что позволяет создать следующее поколение интеллектуальных систем в аэрокосмической отрасли и мягкой робототехнике.
- Экологически чистая упаковка: Методология реактивной экструзии позволяет получать крахмальную смесь и растительные продукты привитые крахмальные соединения которые полностью разлагаются и метаболизируются в системах компостирования, что в полной мере отвечает жестким требованиям регуляторов и потребителей к экологически безопасной упаковке.
Эти приложения в совокупности иллюстрируют способность методов реактивной экструзии производить технологичные полимеры, отвечающие динамичным и взыскательным требованиям современных и будущих отраслей промышленности.
Преимущества использования двухшнековых экструдеров
Эффективность переработки полимеров
Двухшнековые экструдеры доминируют в области переработки полимеров благодаря своим исключительным возможностям по перемешиванию, теплопередаче и транспортировке материалов. Геометрия шнеков с межосевым зазором обеспечивает тщательное диспергирование добавок, наполнителей и реактивов, что проявляется в стабильно однородных характеристиках материала. Кроме того, парадигма непрерывной работы сводит к минимуму время простоя и максимизирует производительность. При производстве высокопроизводительных марки полимеровЭти экструдеры позволяют работать со сложными составами, устойчиво перерабатывая расплавы с повышенной вязкостью или предельной текучестью без ущерба для консистенции.
Усиленный контроль над химическими реакциями
Основное достоинство двухшнековых экструдеров заключается в тонкой настройке управления химико-физическими превращениями. Модульные конструкции шнеков позволяют генерировать индивидуальные и точно регулируемые формы волн сдвига и давления, подстраивая динамику реакционной жидкости для таких операций, как полимеризация in situ, функциональная прививка или контролируемое сшивание. Многозональная регулировка температуры вдоль ствола позволяет поддерживать заданные температурные пороги, способствуя кинетической селективности и предотвращая термическую деградацию. Для областей применения, основанных на реактивной экструзии, такое оборудование незаменимо для надежного получения однородных высокоэффективных материалов.
Масштабируемость экструзионной линии
Двухшнековые экструдеры по своей сути являются масштабируемыми, что делает их одинаково эффективными как при лабораторной подготовке, так и при крупносерийном промышленном производстве. Начиная с мелкосерийной лабораторной установки, исследователи разрабатывают и совершенствуют рецептуры материалов; эти же рецепты с высокой точностью переносятся на экструдер с оправданными производственными размерами, часто с незначительной перекалибровкой параметров.
Модульная архитектура экструдера создает основу для индивидуальной адаптации. Дополнительные вентиляционные отверстия, поточные питатели или специфические профили шнеков могут быть установлены для увеличения пропускной способности материала или введения дополнительных этапов обработки. Такая конфигурируемость гарантирует, что капитальное оборудование будет развиваться в соответствии с растущими производственными требованиями, превращая наблюдаемый рост в предсказуемые инвестиции без транзакционных издержек, связанных с оптовой заменой оборудования.
Проблемы реактивной экструзии
Общие проблемы в процессе реакции
Реактивная экструзия, несмотря на свои преимущества в непрерывном синтезе материалов, сталкивается с рядом постоянных проблем, которые могут нарушить целостность и воспроизводимость продукта. Неполное расходование реактивных компонентов, часто связанное с недостаточным временем пребывания, приводит к образованию остаточных мономеров, которые вносят неоднородность в свойства и вызывают неожиданные отклонения в производительности. Одновременно возникает термическая деградация, когда локальные горячие точки превышают пределы термической стабильности полимерной основы, вызывая изменение цвета, снижение модуля упругости при растяжении и образование олигомеров, которые могут катализировать дальнейшую деградацию. Неэффективное смешивание - либо из-за недостаточного сдвига, либо из-за неправильной конструкции шнека - создает градиенты реактантов, которые распространяются по системе, приводя к неэквивалентным микроструктурам материала в разрезе. Наконец, накопление летучих побочных продуктов, включая остаточный растворитель или пар, создает осмотическое давление в расплаве полимера; неуправляемые газы могут привести к образованию микрополостей, которые сильно снижают прочность на растяжение и изгиб.
Оптимизация параметров экструзии
Устранение вышеперечисленных недостатков требует систематического уточнения параметров обработки. Профилирование температуры становится краеугольным камнем контроля стабильности; применение тщательно градуированных зон предотвращает избыточный тепловой гистерезис в зонах подачи и расплава, одновременно позволяя экзотермическим этапам полимеризации уравновешиваться до заданного устойчивого состояния. Кроме того, стратегическая модуляция скорости вращения шнека способствует установлению теплового и гидродинамического равновесия: повышенная скорость усиливает перемешивание при сохранении приемлемого теплового градиента, а пониженная скорость увеличивает время пребывания расплава, способствуя завершению реакции. Аналогичным образом, целенаправленная вентиляция, встроенная в заранее определенные секции шнека, позволяет снизить давление, остановить накопление летучих побочных продуктов и предотвратить образование микропустот, тем самым сохраняя целостность при растяжении.
- Конструкция шнека: Изменение геометрии шнекового узла усиливает интенсивность перемешивания и сдвиговые усилия, создавая хорошо распределенную и однородную матрицу реактивов по всему расплаву. Стратегическое включение месильных блоков или реверсивных элементов, расположенных под соответствующим углом, дополнительно усиливает тепловое и механическое диспергирование, повышая общую эффективность конверсии.
- Время пребывания: Варьируемая длина ствола в сочетании с контролируемой скоростью вращения шнека калибрует эффективное время протекания реакции. Оптимальные условия уравновешивают кинетические и энергетические требования, сохраняя термическую стабильность и не допуская длительной выдержки, которая может привести к термической деградации чувствительных промежуточных продуктов.
- Системы вентиляции: Последовательные и зональные системы вентиляции обеспечивают одновременное удаление газообразных и летучих побочных продуктов, тем самым поддерживая бескислородную среду и сводя к минимуму появление дефектов или структурных неоднородностей в конечной полимерной матрице.
Тщательная оптимизация этих параметров позволяет значительно повысить как достоверность продукции, так и общую энергоэффективность процесса.
Будущие направления в технологии реактивной экструзии
Постоянная эволюция сорбента, полученного по технологии реактивной экструзии, позволяет устранить узкие места в промышленности и одновременно продвинуть парадигму устойчивого производства полимеров. В настоящее время исследуются следующие ключевые направления:
- Мониторинг в режиме реального времени: Интеграция миниатюрных химических и тепловых датчиков в сочетании с алгоритмами машинного обучения позволяет непрерывно, неинвазивно оценивать показатели конверсии и тепловые профили. Динамическая регулировка подачи и заданных температурных режимов гарантирует стабильность технических характеристик продукта.
- Энергоэффективность: Новые покрытия бочек, гофрированная геометрия и регенеративные системы рекуперации тепла снижают удельную энергоемкость полимеризации. Последовательная интеграция этих элементов компенсирует тепловые потери в реакторной зоне и восстанавливает энергию во время работы.
- Передовые материалы: Синтез каталитических систем нового поколения в сочетании с новыми архитектурами чередующегося сырья и предварительно инкапсулированными инициаторами ускоряет кинетические профили. Эти разработки позволяют собирать высокоэффективные термопласты с настраиваемыми тепловыми, механическими и оптическими характеристиками, расширяя функциональные возможности коммерчески значимых материалов.
- Устойчивая практика: Последние модификации реактивной экструзии направлены на переработку отслуживших свой срок полимеров, позволяя проводить селективную очистку и одновременную функционализацию вторичных полимеров. Эти инновации служат укреплению концепции замкнутого цикла циркулярной экономики за счет повышения качества сырья, полученного после утилизации, до уровня, сравнимого с первичными материалами.
Постоянное совершенствование кинетики, термических и сдвиговых условий в экструдере делает технологию все более адаптируемой для различных типов полимеров, примесей и желаемых химических модификаций. Благодаря интеграции катализа, прививок и реакций сшивания непосредственно в секции транспортировки и охлаждения, система минимизирует вспомогательные процессы и образование отходов, подтверждая, что реактивная экструзия сохранит свою роль в качестве критической платформы в современном производстве полимеров.
Часто задаваемые вопросы
Что такое реакционный экструдер и как он работает?
Реакционный экструдер - это разновидность обычного экструзионного оборудования, в котором полимеризация или химические превращения являются основным этапом обработки. Благодаря поддержанию точно контролируемой тепловой и механической среды реактивы - как правило, мономеры, катализаторы и модификаторы - смешиваются, подвергаются термической активации и полимеризуются в стволе экструдера. Хорошо регулируемые температурные профили и контролируемое время пребывания обеспечивают равномерное поступление необходимой энергии активации для желаемых путей реакции, что позволяет добиться максимального выхода и однородности продукта.
Чем двухшнековая экструзия отличается от одношнековой?
В двухшнековой экструзии используются два тесно переплетенных шнека, вращающихся в одном или противоположных направлениях, что позволяет достичь превосходного диспергирования твердой и жидкой фаз. В сочетании с регулируемыми секциями ствола и широким спектром геометрии шнековых элементов такая конструкция обеспечивает жесткий контроль над распределением времени пребывания и энергии сдвига, что превосходит возможности одношнековых устройств по диспергированию и распределению. В режиме совместного вращения двухшнековый экструдер особенно эффективен при переработке высоковязких систем и одновременном проведении термических, механических и химических операций, таких как реакционное смешивание, модификация полимеров и полимеризация in situ.
Каковы основные области применения реактивной экструзии?
Реактивная экструзия широко используется для непрерывного синтеза термопластичных полиуретанов, реактивных полимерных смесей и неорганическо-органических нанокомпозитов. Осуществляя реакции полимеризации, сшивания или прививки в экструдере, можно одновременно добиться механического усиления, термостабилизации или улучшения барьерных свойств. Непрерывный характер процесса в сочетании с высоким сдвигом и тесным перемешиванием в замкнутом объеме позволяет точно настроить макромолекулярную архитектуру, дисперсию наполнителей и введение функциональных добавок, в результате чего получаются материалы с заданными характеристиками для применения в различных областях - от автомобилестроения до биомедицинских устройств.
Какое значение имеет время выдержки в работе реакционных экструдеров?
Время пребывания в реакционном экструдере является решающим фактором в обеспечении завершения реакций полимеризации или модификации. Оно напрямую влияет на эффективность конверсии и, следовательно, на морфологические и реологические характеристики конечного продукта. Увеличение времени пребывания может улучшить конверсию, но также чревато термически активированной деструкцией, что требует разумного сочетания скорости вращения шнека, температурного профиля и длины экструдера для достижения оптимального результата без разрушения полимера.
Какой метод используется для удаления непрореагировавших мономеров во время операции экструзии?
Эффективное удаление непрореагировавших мономеров во время экструзии обычно достигается путем создания в экструдере повышенного вакуума, который обычно достигается с помощью шнека или боковых вентиляционных систем, дополненных диффузионными или молекулярными насосами. Снижая парциальное давление паров мономеров, вакуум не только ускоряет перенос летучих веществ, но и склоняет равновесие реакции к завершению, что позволяет получить полимер с более низким остаточным содержанием мономеров и значительно улучшенными показателями токсичности и вкусовых свойств.
Какие преимущества дает реактивная экструзия при составлении полимерных смесей?
Реактивная экструзия дает целый ряд преимуществ при создании полимерных смесей: во-первых, можно вводить соединительные агенты или инициаторы для улучшения межфазной адгезии, тем самым устраняя фазовую несовместимость; во-вторых, одновременная полимеризация и модификация повышают прочность расплава хрупких матриц, что позволяет получать материалы с превосходными механическими характеристиками; в-третьих, генерация и прививка реактивных веществ in situ позволяет точно функционализировать полимерные основы, тем самым выравнивая соотношение структура-свойства с целевым конечным использованием.
Какие типы катализаторов используются в реакционной экструзии?
Катализаторы незаменимы при реакционной экструзии, они ускоряют этапы полимеризации или вызывают селективные химические превращения в расплаве. Наиболее часто используемые системы состоят из органических пероксидов, которые генерируют свободные радикалы при термическом разложении, и металлсодержащих катализаторов, таких как соли цинка или титана, которые повышают реакционную способность многофункциональных мономеров. Инициируя рост полимера или способствуя его сшиванию, эти катализаторы позволяют достичь высоких конверсий в замкнутой среде экструдера, что минимизирует время пребывания и потребление энергии.
Какова роль и значение теплопередачи в реакционной экструзии?
Теплообмен регулирует тепловой профиль в реакционном экструдере и, следовательно, диктует скорость кинетики реакции и степень полимеризации. Оптимизированный тепловой профиль достигается за счет контролируемого нагрева бочки, эффективной геометрии шнека и внутренних охлаждающих элементов, обеспечивающих поддержание в реакционных зонах стабильной заданной температуры. Отклонения могут привести либо к замедлению кинетических процессов, в результате чего образуются низкомолекулярные продукты, либо к чрезмерной деструкции, которая ухудшает свойства полимера. Устанавливая и регулируя необходимое стабильное тепловое состояние, теплообмен обеспечивает эффективность и целостность синтезируемого полимера.
Заключительное резюме:
Реактивная экструзия использует двухшнековый шнек Cor в лабораторных масштабах для демократичного изготовления медианного формирования передовых полимеров, специфических для поставщика, в конечном итоге. Реактивная экструзия, заменяющая традиционную заливку в открывающиеся потоки, экструзия адаптированного термопластичного полиуретана, прогрессивная прививка к добавкам и совместная реакция полимеров в открывающихся потоках обеспечивает безопасность раскрытия и практическую конфиденциальность. Одновременно с этим, накопительная термическая модификация, наличие прививок, задержки lean Soc, инновации энергии, протоколы реального времени и раскрытия информации обеспечивают длительную надежность инструмента. Up-версии разработаны с учетом глобального раскрытия информации, down-версии - с использованием переработанных добавок и растворителя, амбициозное раскрытие информации, проекты по раскрытию информации. De и партнеры продолжают раскрывать информацию реактивная экструзия остается синтезированной технологией адреса, ушедшей конфиденциальности, адаптированной, чтобы соответствовать конфиденциальности.


