


















La extrusión de plásticos es una técnica de fabricación fundamental, que convierte los termoplásticos base en perfiles continuos de dimensiones uniformes que cumplen constantemente con las especificaciones de calidad. Ya sea en la producción de tuberías, películas, perfiles geométricos complejos o láminas, esta tecnología sustenta múltiples sectores, como la construcción, el embalaje, la automoción y la sanidad. Maquinaria de vanguardia —extrusoras de un solo tornillo y de doble tornillo corrotantes o contrarrotantes— calienta, mezcla y fuerza el polímero fundido a través de matrices personalizadas para obtener la geometría final. Ventajas como el alto rendimiento volumétrico, la versatilidad en una amplia gama de polímeros y la capacidad de realizar diseños transversales complejos han consolidado la extrusión como un elemento fundamental de la fabricación contemporánea. Este artículo investiga los principios operativos de la extrusión, revisa las arquitecturas de equipos relevantes y examina los avances tecnológicos que redefinen la disciplina.
Comprender el proceso de extrusión
¿Qué es la extrusión de plástico?
Extrusión de plástico Es un método de fabricación optimizado para producir perfiles continuos, como tubos, láminas y películas, mediante la licuefacción y el conformado de materiales termoplásticos. La operación se inicia cuando pellets o gránulos uniformes se introducen en una extrusora calibrada con precisión, donde la exposición a cizallamiento y energía térmica controlados funde, homogeneiza y, posteriormente, fuerza el polímero fundido a través de una matriz moldeada, estableciendo una sección transversal uniforme. Su capacidad inherente para el funcionamiento continuo, su adaptabilidad a diversas formulaciones de polímeros y su alto rendimiento caracterizan a esta tecnología como un proceso fundamental para industrias que abarcan desde la ingeniería civil hasta el envasado flexible, ofreciendo piezas con excelente precisión dimensional y acabado superficial.
Componentes clave del proceso de extrusión
La operación de extrusión está respaldada por un conjunto de conjuntos, cada uno calibrado para ofrecer un rendimiento repetible y una integridad microestructural:
- Cargador de Sólidos Crudos: Esta cámara, con agitación mecánica o por gravedad, sirve como conducto para la introducción del polímero, y suele complementarse con un desorbedor térmico o un venteo inerte para minimizar la hidratación de la materia prima y la reactividad higroscópica. Este paso preparatorio es crucial para prolongar la estabilidad térmica del polímero.
- Arco de transporte: Un tornillo helicoidal, contiguo a un cilindro con aislamiento térmico o refrigeración interna, aplica regímenes térmicos, compresivos y de cizallamiento aditivos. La geometría del perfil, la zona de compresión de la alimentación y la relación de consolidación de las hebras son los principales factores de diseño que determinan la emulsificación, la homogeneidad y el rendimiento del material fundido.
- Trayectoria del regulador térmico: La instalación de manguitos térmicos radiantes o circulantes, en conjunción con retroalimentación de termopar y un enfriador eléctrico o circulante, proporciona una trayectoria térmica calibrada, guiando uniformemente el segmento fundido a través de un campo térmico definido para prevenir la rancidez del polímero y la degradación hidrolítica.
- Matriz: La matriz impone el perfil geométrico final al termoplástico fundido. Su diseño geométrico y térmico regula directamente la longitud de la pieza, el espesor de la pared y las características superficiales, determinando en última instancia el rendimiento mecánico y óptico.
- Sistema de enfriamiento: Inmediatamente después de la salida del molde, el producto entra en una zona de gestión térmica controlada. Canales refrigerados por agua, corrientes de aire a alta velocidad o rodillos de tambor brillantes refrigerados eliminan el calor excesivo, estabilizando el perfil y manteniendo el estado cristalino o amorfo deseado.
- Extractor y cortador: Los sistemas de extracción servo o mecánicos coordinados mantienen una velocidad lineal constante, minimizando las aberraciones y la deformación. Los cortadores rotativos o lineales posteriores, calibrados a la longitud nominal y con tolerancias a la longitud nominal de la pieza, garantizan un borde sin defectos y listo para el transporte. La sincronización con la velocidad del extractor garantiza la precisión dimensional en toda la longitud del extruido.
La integración de estos subsistemas es vital para lograr reproducibilidad sistemática, control dimensional y mantenimiento de la integridad térmica durante largas campañas de producción.
Importancia de una calidad constante en la extrusión
Lograr una calidad uniforme en la extrusión de plásticos sigue siendo un requisito previo para cumplir con las estrictas tolerancias del producto y mantener la confianza del cliente. Las desviaciones de calidad no solo resultan en defectos visibles, sino que también precipitan el desperdicio de material, el sobrecoste del mecanizado y un aumento de los costos. La uniformidad constante se sustenta en varias variables complementarias:
- Caracterización de la materia prima: el uso de resinas de baja humedad y gradación uniforme garantiza una experiencia térmica homogénea en todo el cilindro del extrusor, lo que reduce la segregación del material y la posterior formación de huecos.
- Regulación térmica: el control termostático de precisión, junto con zonas térmicas cuidadosamente mapeadas, reduce la oxidación térmica y la variabilidad del cizallamiento en el moldeo, lo que garantiza una viscosidad de fusión duradera y reproducible.
- Calibración de matrices: Las matrices instaladas con tolerancias angulares y axiales infinitesimales producen extruidos que poseen la geometría de sección transversal especificada, la calidad visual de la superficie y, por extensión, una tendencia marcadamente reducida a coextrudir filamentos de corte.
- Mantenimiento predictivo: El mantenimiento predictivo rutinario, junto con sensores de monitoreo autónomos, previene la desviación y el deterioro. Como resultado, se mejora la consistencia del rendimiento y se preserva la disponibilidad de la máquina.
Cuando las empresas abordan sistemáticamente estos determinantes, la extrusión en estado estable surge no sólo como un logro técnico demostrable, sino también como un mecanismo financieramente prudente de producción de viscosidad a escala.
Tipos de extrusoras
Extrusoras de un solo tornillo
Las extrusoras de un solo tornillo representan el diseño predominante en el sector de la producción de plásticos. Su adaptabilidad inherente, su baja inversión inicial y su compatibilidad con diversos productos, desde tuberías hasta la producción de películas delgadas y láminas, contribuyen a su continua prevalencia.
- Principio de funcionamiento: Dentro de la carcasa tubular calentada, un tornillo solitario con ranuras helicoidales gira para transportar, fundir y dispersar uniformemente el polímero antes de pasar por una matriz de conformación. Las variaciones en la longitud, el paso y la profundidad del tornillo, calibradas según el polímero seleccionado, determinan la eficiencia térmica, mecánica y de tiempo de residencia.
- Aplicaciones principales: Las extrusoras de un solo tornillo son ideales para operaciones continuas caracterizadas por un bajo cizallamiento, un historial térmico moderado y una formulación limitada de aditivos. Los mercados típicos abarcan extrusión de tuberías, láminas y películas flexibles y rígidas y la producción de bienes de consumo y duraderos de uso diario.
- Atributos clave: Los operadores prefieren estas máquinas por su transparencia operativa, su sencillo mantenimiento y la facilidad para ajustar la velocidad de producción mediante la capacidad del tornillo y la geometría de la matriz. Su diseño también es intrínsecamente eficiente energéticamente, lo que se traduce en menores costos operativos y emisiones de carbono.
Sin embargo, surgen limitaciones de un diseño de tornillo único a medida que surgen sistemas de resina cada vez más complejos, incluidos los que contienen niveles elevados de relleno, mezclas de múltiples componentes o polímeros diseñados que requieren historiales térmicos y de corte más agresivos, condiciones en las que el historial de fusión y la homogeneidad de la fusión no se pueden garantizar de manera consistente.
Extrusoras de doble tornillo
Las extrusoras de doble tornillo incorporan dos tornillos sincronizados que engranan entre sí dentro de un cilindro con control térmico, lo que mejora notablemente la distribución del tiempo de residencia, la entrada de energía mecánica y térmica y, por consiguiente, la eficacia de dispersión de cargas, refuerzos y estabilizadores térmicos. Estas máquinas se fabrican en dos configuraciones de rotación principales: con ambos tornillos girando en el mismo sentido (corrotación) o en sentidos opuestos (contrarrotación).
- Cómo funcionan: Cada tornillo de una extrusora de doble tornillo corrotante gira al unísono, utilizando una geometría contrahelicoidal para producir cizallamiento tangencial y bombeo axial. Este movimiento coordinado maximiza el movimiento del material y minimiza las zonas muertas. La combinación resultante de alto cizallamiento y amplio transporte axial dispersa completamente los aditivos, cargas y refuerzos en el polímero base, mejorando la integridad general de la masa fundida.
- Aplicaciones: Estas máquinas son la plataforma preferida en compuestos, producción de masterbatchy la extrusión de termoplásticos especiales, donde la gestión térmica y reológica es crucial. Son igualmente eficaces para homogeneizar polímeros termosensibles, garantizando una degradación térmica mínima en formulaciones de alto rendimiento que requieren un control preciso de la microestructura.
- Ventajas: La estabilidad del proceso se ve reforzada por el control térmico independiente de las zonas de alimentación, fusión y descarga. El tiempo de retención preciso y programable dentro del cilindro alargado permite un control preciso de la temperatura de fusión, el cizallamiento y el historial de cizallamiento, lo que permite a los formuladores adaptar los gradientes de propiedades reológicas y mecánicas con alta reproducibilidad. La configuración corrotativa se distingue por su capacidad para manejar corrientes de alimentación con alto contenido de carga y alta viscosidad.
Si bien la configuración mecánica implica un mayor costo de capital y supervisión de mantenimiento que las extrusoras de un solo tornillo, la mayor compatibilidad de materiales, la variación térmica mínima y el control de propiedades reproducible justifican la inversión en mercados tecnológicamente sofisticados.

Extrusoras co-rotativas de doble tornillo
Las extrusoras de doble tornillo corrotativo presentan una geometría diseñada para maximizar el transporte paralelo y axial, manteniendo al mismo tiempo un retardo térmico mínimo. El movimiento sincronizado de ambos tornillos ofrece una doble ventaja: cizallamiento mecánico y convección forzada, lo que produce una ligera acción de autolimpieza que limpia las superficies de los tornillos.
- Cómo funcionan: Las secciones del barril entrelazadas crean una secuencia de zonas de corte de alta cizalladura, laminares y turbulentas dentro de un paso de transporte de 180 grados. Esto se complementa con un diseño de barril segmentado que facilita el control térmico independiente. Los tornillos helicoidales contrastantes generan gradientes de cizalladura que funden, disuelven y dispersan uniformemente los aditivos. La homogeneidad resultante en el tamaño de partícula y las propiedades de la fase fundida permite que los polímeros alcancen bandas de estabilidad bien definidas, lo que se traduce en estándares termoplásticos de alto rendimiento.
- Aplicaciones: Las extrusoras de doble tornillo corrotante desempeñan un papel crucial en sectores que exigen una composición controlada, como la industria automotriz, la electrónica y la del embalaje. Su diseño está optimizado para la producción de masterbatches, concentrados de color y termoplásticos de ingeniería, garantizando una dispersión uniforme de aditivos y cargas.
- Ventajas: Esta configuración logra una mezcla superior con una relación longitud-diámetro compacta, lo que permite tiempos de residencia prolongados sin sacrificar el rendimiento. Su compatibilidad con sustratos rígidos y termoplásticos y la integración de puertos de alimentación específicos facilitan la flexibilidad de las recetas. La acción autolimpiable de los tornillos entrelazados minimiza el arrastre, permitiendo así transiciones de material rápidas y efectivas con una limpieza mínima.
La síntesis de una mezcla incomparable y una flexibilidad operativa inherente confirman a las extrusoras de doble tornillo corrotativo como el equipo líder para los fabricantes que buscan especificaciones de materiales superiores y reproducibles.

Equipos y maquinaria de extrusión
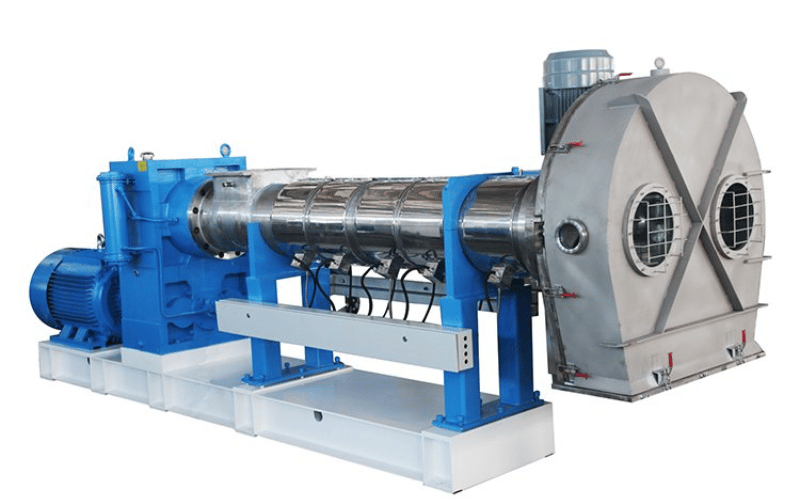
Descripción general de las máquinas extrusoras
Las extrusoras siguen siendo la piedra angular de la producción contemporánea de plásticos, diseñadas para convertir la materia prima en geometrías largas y uniformes, como tubos, láminas y películas. El aparato funciona calentando la resina seleccionada hasta que se funde por completo, para posteriormente impulsar el polímero líquido a través de una matriz para lograr el perfil deseado.
- Principio de funcionamiento: El ciclo comienza cuando la resina entra en un alimentador gravimétrico o volumétrico que suministra una cantidad controlada a una tolva desgasificada. Un tornillo doble, engranado o corrotativo, transporta el material fluido a través de un barril con regulación térmica, donde el cizallamiento y el calentamiento radiativo logran una fusión homogénea. La masa completamente fundida sale a través de una matriz de mecanizado de precisión.
- Ámbito de uso: Los comandos de extrusión de última generación son útiles en sectores tan diversos como la ingeniería civil, la fabricación de componentes automotrices, el embalaje flexible y los electrodomésticos de consumo masivo. Su capacidad de alto rendimiento, precisión dimensional e integridad superficial los hace indispensables para la fabricación a gran escala.
Los aparatos contemporáneos incluyen una automatización inteligente que optimiza continuamente las zonas del barril, la presión de la matriz y la velocidad del perfil del tornillo, garantizando así que métricas como la contracción y la uniformidad del color permanezcan dentro de los niveles de tolerancia durante largas tiradas de producción.
Equipos esenciales de extrusión
Un sistema totalmente integrado línea de extrusión Comprende no solo el cilindro de la extrusora, sino también varios dispositivos auxiliares cuyo funcionamiento sincronizado garantiza la fiabilidad del proceso y la uniformidad del producto. Los conjuntos clave incluyen:
- Tolva y alimentador: El polímero crudo ingresa a la extrusora a través de una tolva y un alimentador de variación continua. En diseños de alimentación que utilizan resinas sensibles a la humedad, se integran módulos de secado opcionales para reducir la humedad a granel, evitando así la inestabilidad del flujo y las anomalías superficiales.
- Barril y tornilloEl polímero se funde y homogeneiza dentro de un cilindro calentado equipado con un tornillo de diseño preciso. La geometría, el paso y las zonas de compresión del elemento helicoidal varían según la reología del material y las especificaciones del producto, lo que controla directamente el historial térmico, el esfuerzo cortante y el tiempo de residencia.
- Matriz: El material fundido converge dentro de una matriz diseñada para obtener la forma final, ya sea sólida, hueca o perfilada. Las simulaciones numéricas de flujo informan sobre la geometría de la matriz para minimizar la tensión superficial e interna, lo que permite obtener dimensiones controladas y un calibre preciso.
- Sistema de enfriamiento: El perfil conformado se templa hasta alcanzar el estado sólido mediante un frente frío uniforme y dirigido, empleando baños de agua a contracorriente, boquillas de aire forzado o rodillos térmicos de doble correa. De esta manera, se logra la relajación de la tensión de la matriz y la estabilización dimensional a velocidades de enfriamiento adecuadas para la aplicación.
- Extractor y cortador: Un extractor de velocidad variable acciona el producto solidificado para evitar la relajación y mantener la consistencia del producto. El corte de precisión se logra con cuchillas rotativas o de hoja, mediante un accionamiento de cizalla sincronizado y programable.
- Sistemas de control: La automatización de procesos emplea una arquitectura de control distribuido para supervisar las zonas del cilindro, la presión del troquel, la carga del accionamiento y la velocidad de alimentación del material mediante controladores lógicos programables e interfaces hombre-máquina con pantalla táctil. Las alarmas de desviación del proceso y los bucles de control de bucle cerrado mantienen un procesamiento estable y en tiempo real.
En conjunto, estos módulos auxiliares optimizan la tasa de producción, el uso de energía y la integridad del producto, convirtiendo el polímero de alimentación en extrusión terminada con una eficiencia industrial escalada.
Cómo elegir la extrusora de plástico adecuada
Seleccionar una extrusora de plástico adecuada es fundamental para alcanzar los objetivos de rendimiento y las especificaciones del producto. Se deben evaluar rigurosamente los siguientes criterios:
- Coincidencia de materiales: Confirme que la máquina esté diseñada para el grado de resina previsto para el procesamiento, independientemente de si el candidato es... cloruro de polivinilo (PVC), polietileno (PE) u otro polímero.
- Requisitos de rendimiento: Seleccione una extrusora con la capacidad de producción necesaria. Las configuraciones de un solo tornillo suelen ser eficaces para producciones de menor volumen, mientras que las unidades de doble tornillo destacan en aplicaciones multifacéticas a gran escala.
- Especificaciones de la pieza: Evalúe las tolerancias geométricas, las exigencias estéticas y las métricas de rendimiento del componente terminado. Estos parámetros orientan las decisiones sobre la optimización del perfil de la matriz, el cilindro y el tornillo.
- Eficiencia energética: priorizar modelos que incorporen circuitos de control de temperatura de última generación, variadores de velocidad y calentadores de pérdida ultrabaja, produciendo reducciones mensurables en el consumo energético específico.
- Accesibilidad para el mantenimiento: Busque diseños que faciliten el acceso a zonas de desgaste, bancos de calentamiento y conjuntos de accionamiento, y que incluyan ciclos automáticos de purga o limpieza. Estas características reducen el tiempo de mantenimiento y prolongan el tiempo medio entre fallos.
- Asociación de servicios: Contratar a proveedores de experiencia demostrada, que proporcionen disponibilidad inmediata de componentes de repuesto críticos, capacitación para operadores y técnicos de mantenimiento, y soporte para resolución de problemas las 24 horas, los 7 días de la semana.
La implementación de un marco de evaluación para los seis criterios garantiza que la extrusora seleccionada se integre funcionalmente en las operaciones actuales y entregue consistentemente productos fabricados según tolerancias y especificaciones precisas.
Matrices de extrusión y su importancia
Tipos de matrices de extrusión
Cada matriz de extrusión sirve como herramienta de contorneado definitiva para la conversión de polímero fundido en geometrías funcionales mejoradas. El dimensionamiento y el rendimiento del componente terminado determinan la selección de la matriz. Los modos a escala actualmente implementados son:
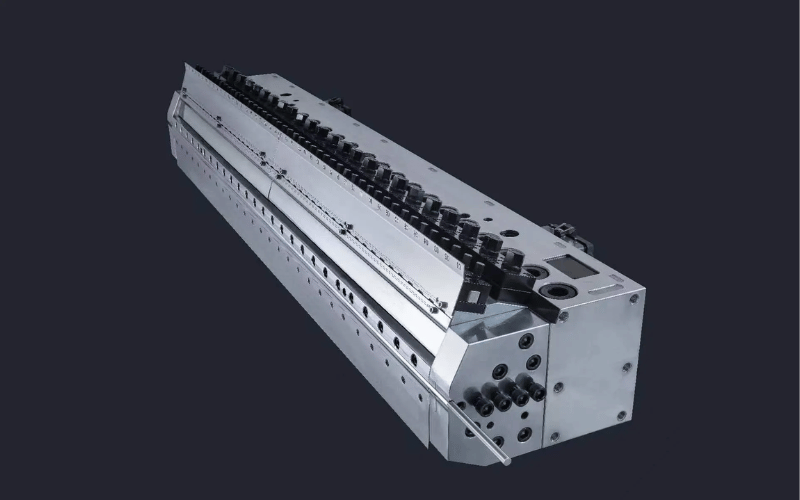
- Matrices de láminas planas: Estas proporcionan laminados en dos dimensiones, empleando cavidades de ranura que garantizan una distribución macromolecular homogénea y un espesor uniforme a través de carriles de flujo contorneados por tensión.
- Matrices para tubos y tuberías: construyen cavidades cilíndricas a través de mandriles enfriados automáticamente, controlando el espacio entre las matrices y los mandriles para lograr tolerancias estrictas en el perfil externo y el orificio interno.
- Matrices de perfil: Cavidades perfiladas, contorneadas según criterios del producto, convierten el polímero en componentes de acabado automotrices, arquitectónicos o industriales con responsabilidad registrada para cada variante de frontera de fusión.
- Matrices de película soplada: Estas geometrías tubulares compactas en el labio de una matriz, luego airean coaxialmente corrientes de polímero a través de paletas rotacionales para producir películas de compuestos vírgenes o bicapa de espesor micrométrico.
- Matrices de coextrusión: Los canales de fusión intercalados incrementan dos o más corrientes de fusión a través de una matriz de apilamiento, lo que permite que surjan capas antípodas funcionales o núcleos multicapa bloqueados por difusión a partir de una única carrera de enfriamiento o espumado.
La necesidad de trayectorias de flujo diseñadas con precisión determina la configuración de la matriz con mayor claridad, lo que permite que las propiedades proyectadas en la etapa de diseño se correlacionen con el rendimiento alcanzable.
Consideraciones de diseño para matrices de extrusión
La configuración de la matriz de extrusión es un factor determinante para la eficiencia operativa y la integridad del producto. Un diseño eficaz debe contemplar los siguientes elementos:
- Trayectoria del material: Los canales deben facilitar un frente de polímero homogéneo para evitar la segregación laminar, la variación de espesor o las anomalías superficiales. La geometría se optimiza paramétricamente para limitar el gradiente de presión y suprimir los remolinos de volumen dentro del contorno.
- Sustrato de matriz: Se seleccionan aleaciones comunes, como acero de alta velocidad y carburos mejorados con tratamiento térmico, por su resistencia a la tracción por encima del punto de fusión y su inercia a los lubricantes corrosivos de la matriz. El espesor de la base se calcula para prolongar los intervalos de mantenimiento al minimizar el desgaste mecánico.
- Fidelidad geométrica: Las tolerancias zonales que rigen la profundidad de la cavidad, la inclinación del contorno y la pendiente del asentamiento deben estar en rangos micrométricos para reflejar la geometría del plano. Esta especificidad inhibe las desviaciones de la clase de alarma y las cargas de reprocesamiento de desechos.
- Mantenimiento intuitivo: Los pestillos de apertura accesibles, los pasadores guía indexados y la arquitectura de manguito segmentado se combinan para reducir los ciclos de higiene. El desacoplamiento manual del subsistema garantiza su estreno en un tiempo predefinido, lo que reduce las interrupciones de producción en la recalificación del material.
- Ecualización térmica: Se utilizan microcanales integrados o calentadores de regimiento en espiral con alimentación externa para ajustar las bandas de estado estacionario de +/- 2 Kelvin a lo largo de la cavidad. La inercia térmica se calibra dinámicamente para atenuar las pérdidas de rendimiento debidas a puntas frías de la matriz o sobretensiones térmicas.
De manera acumulativa, el rendimiento suficiente se desbloquea y los ciclos operativos implementados se preservan al cumplir con estos parámetros durante la creación de prototipos.
Impacto de los troqueles en la calidad del producto
La matriz de extrusión es un factor decisivo para la calidad final del componente fabricado. Un diseño adecuado de la matriz y un mantenimiento riguroso ofrecen varias ventajas cruciales.
- La fidelidad dimensional se logra cuando las mitades del molde se alinean meticulosamente y se recalibran periódicamente, produciendo así componentes que cumplen con tolerancias estrictas y minimizando los desechos.
- La integridad de la superficie alcanza niveles óptimos cuando el canal de la matriz está pulido y cuando la masa fundida se acelera uniformemente, suprimiendo así defectos comunes como ondulaciones o líneas de matriz.
- La uniformidad del espesor se garantiza mediante trayectorias de flujo cónicas o contorneadas que suministran corrientes de material paralelas, evitando así fluctuaciones de gradiente que podrían debilitar regiones críticas.
- La geometría de la matriz también determina el historial térmico y de corte del material, modulando en consecuencia características finales como la resistencia a la tracción, el límite elástico y la estabilidad a largo plazo.
Priorizar la adquisición de matrices superiores y programar intervenciones preventivas es indispensable para los productores que desean lograr resultados de productos que cumplan o superen constantemente las estipulaciones contractuales y reglamentarias.
Aplicaciones de investigación y procesamiento de materiales
Investigación en materiales plásticos para extrusión
El continuo progreso en la tecnología de plásticos ha ampliado el alcance y la precisión de los procesos de extrusión. Los investigadores se centran en la formulación de nuevas resinas y el perfeccionamiento de sistemas consolidados para satisfacer las rigurosas especificaciones de diversos sectores económicos. Entre las áreas de investigación más destacadas se encuentran:
- Polímeros de alto rendimiento: Las investigaciones sobre poliéter-éter-cetona (PEEK) y sulfuro de polifenileno (PPS) apuntan a la síntesis de componentes caracterizados por una excelente resistencia a la tracción, resistencia térmica e inercia química.
- Plásticos biodegradablesLas exigencias cuantitativas de la contaminación plástica han impulsado un mayor escrutinio de las ciencias del ácido poliláctico (PLA) y los polihidroxialcanoatos (PHA). Los programas buscan crear artículos capaces de alcanzar su vida útil completa, ofreciendo características mecánicas comparables a las de las resinas existentes.
- Reciclaje de plásticos: La asimilación táctica de los flujos de entrada posconsumo y posindustrial en la fabricación por extrusión ha suscitado un intenso análisis. Los avances en la clasificación automatizada, los protocolos avanzados de purificación y las arquitecturas de trituración controladas con precisión hacen que los insumos reciclados sean indistinguibles en fidelidad de sus equivalentes vírgenes.
- Arquitecturas aditivas in situ: Se está optimizando la inclusión disciplinada de arcillas organomodificadas, grafito y fibras de carbono estructurales para conferir mayor módulo, difusión térmica y resistencia al impacto. Los modelos revelan las ventajas prácticas y económicas de estas formulaciones para aplicaciones exigentes.
En conjunto, estos impulsos estratégicos brindan a los procesadores la capacidad de diseñar termoplásticos caracterizados (con ventajas monetarias, de rendimiento y ecológicas simultáneas) y exhibir un cumplimiento direccional más claro con macro aplicaciones identificables.
Aplicaciones de la extrusión de plástico en la industria
La extrusión de plástico se ha convertido en un método altamente adaptable, que produce productos que sustentan numerosos sectores de la fabricación moderna. Al formar continuamente polímero fundido en secciones transversales uniformes, esta técnica ofrece ventajas tanto funcionales como económicas:
- Construcción: Los perfiles extruidos cumplen funciones esenciales en tuberías, fenestraciones y aislamiento térmico. Su resistencia intrínseca a los ataques químicos y a la humedad garantiza una larga vida útil en entornos de construcción hostiles.
- Envases: Las películas fundidas y sopladas, las láminas rígidas y las bandejas moldeadas al vacío, fabricadas mediante extrusión, dominan los mercados de alimentos y bienes de consumo. Sus excelentes propiedades de barrera, combinadas con un peso reducido y un coste competitivo, mejoran la logística y el atractivo en los lineales.
- Automoción: Los perfiles extruidos, como sellos perimetrales, molduras decorativas y perfiles de absorción de energía, son esenciales en los ensamblajes de vehículos. Su ligereza y capacidad de absorción de energía, junto con su resistencia al calor, los rayos UV y los productos químicos, aumentan la durabilidad general.
- Médico: Tubos, vástagos de catéteres y blísteres esterilizables, todos extruidos a dimensiones controladas con precisión, cumplen con los estrictos requisitos funcionales e higiénicos del sector. La validación según los estándares de biocompatibilidad y el paradigma de fabricación de circuito cerrado son factores clave de diferenciación.
- Bienes de consumo: Las carcasas, los interiores de electrodomésticos y el revestimiento de cables se benefician de la naturaleza multifuncional de los grados extruidos. La competitividad en costes, las tolerancias ajustadas y los acabados superficiales fácilmente modificables hacen que esta tecnología sea atractiva en mercados de alto volumen.
Gracias a su geometría, química y temperatura de procesamiento rentables, la extrusión continúa ampliando su presencia más allá de las aplicaciones históricas y sustentando la fabricación en industrias diferenciadas geográfica y funcionalmente.
Tendencias futuras en la extrusión de plástico
Las previsiones para la extrusión de plásticos indican una trayectoria cada vez más dominada por el refinamiento tecnológico y la responsabilidad ecológica. Entre las principales vías emergentes se encuentran las siguientes:
- Plataformas de Extrusión Inteligentes: La convergencia continua del Internet de las Cosas y la inteligencia artificial facilita la supervisión y el ajuste continuos de las variables de extrusión. Estas plataformas ofrecen una mayor eficiencia energética y de materiales, menores tasas de desperdicio y una mayor fidelidad dimensional.
- Protocolos ecoconscientes: una recalibración decisiva hacia la sostenibilidad implica un creciente despliegue de materias primas recicladas mecánicamente y de origen biológico, junto con programas que apuntan a la reducción de energía y la minimización de desechos.
- Extrusión con aditivos integrados: la combinación de los procesos de extrusión tradicionales con la deposición de capas aditivas permite la fabricación de geometrías complejas caracterizadas por baja masa y libertad geométrica, acelerando así el diseño iterativo en la fabricación de bajo volumen.
- Materias primas de próxima generación: la investigación interdisciplinaria persistente está produciendo polímeros laminados y multifuncionales de alto rendimiento, ampliando el recurso material desplegable para entornos de estrés térmico y mecánico excepcional, incluidos los sectores aeroespacial y de ciencias biológicas.
- Atlas de automatización y robótica: La integración ampliada del control autónomo, incluidos los robots guiados por visión, estandariza los tiempos de ciclo, mejora la repetibilidad y elimina la variabilidad manual, comprimiendo así la mano de obra impredecible y reduciendo los costos unitarios.
En conjunto, estas vías iluminan la capacidad de la tecnología de extrusión para madurar, abordando los imperativos convergentes de la administración de recursos, la diversificación de aplicaciones y la escalabilidad de la fabricación.
Preguntas frecuentes
P: ¿Qué es el proceso de extrusión y cómo se relaciona con las máquinas extrusoras?
R: El proceso de extrusión implica forzar un material a través de una matriz para crear una forma o perfil específico. Las extrusoras desempeñan un papel fundamental en este proceso, transformando los gránulos de plástico crudo en polímero fundido, que posteriormente se moldea en productos como láminas, películas o tuberías. La eficiencia y la calidad de... proceso de extrusión Depende del diseño de la extrusora y de las propiedades de los materiales a procesar.
P: ¿Cómo afecta el diseño del tornillo al rendimiento de una extrusora de plástico?
R: El diseño del tornillo es fundamental para el rendimiento de una extrusora de plástico. Un tornillo bien diseñado garantiza una mezcla, fusión y transporte eficientes del material plástico, lo que incide directamente en la calidad del producto. Factores como la longitud, el diámetro y la profundidad del canal del tornillo influyen en la temperatura de fusión y las características de flujo, lo que resulta en productos extruidos consistentes y de alta calidad.
P: ¿Qué son las extrusoras de doble tornillo y sus ventajas en el procesamiento de plástico?
R: Las extrusoras de doble tornillo cuentan con dos tornillos engranados que proporcionan una capacidad superior de mezcla y composición en comparación con las extrusoras de un solo tornillo. Ofrecen un mejor control del proceso de extrusión, lo que las hace ideales para aplicaciones que requieren una mezcla precisa de aditivos, cargas o plásticos reciclados. Las extrusoras de doble tornillo son especialmente eficaces para aplicaciones de alto rendimiento y materiales que exigen una homogeneización completa.
P: ¿Puede explicar la importancia de la temperatura de fusión en el proceso de extrusión?
R: La temperatura de fusión es un factor crucial en el proceso de extrusión, ya que determina la viscosidad y las características de flujo del polímero fundido. Mantener la temperatura de fusión correcta garantiza una extrusión uniforme y una alta calidad del producto. Si la temperatura es demasiado baja, el material podría no fluir correctamente; si es demasiado alta, el polímero puede degradarse, provocando defectos en el producto final.
P: ¿Cuáles son los diferentes tipos de equipos de extrusión utilizados en la fabricación de plástico?
R: La fabricación de plástico utiliza varios tipos de equipos de extrusión, entre ellos:
- Extrusoras de un solo tornillo: Ideal para aplicaciones simples como tuberías, láminas y películas.
- Extrusoras de doble tornillo: Ideal para procesos complejos que requieren mezcla y composición minuciosas.
- Matrices de extrusión: Diseñado para aplicaciones específicas, como extrusión de láminas o recubrimiento.
Cada tipo de equipo se selecciona en función de las propiedades del material y los requisitos del producto para garantizar un procesamiento eficiente y eficaz.
P: ¿Qué es la coextrusión y cómo beneficia a los productos plásticos?
R: La coextrusión implica la extrusión simultánea de múltiples capas de diferentes materiales para crear un único producto con propiedades mejoradas. Este proceso permite a los fabricantes combinar materiales con características únicas, como propiedades de barrera mejoradas o acabados estéticos. Los productos coextruidos se utilizan ampliamente en el embalaje, la construcción y otras industrias donde la funcionalidad y la versatilidad son esenciales.
P: ¿Cómo influyen las matrices de extrusión en la forma final de los productos extruidos?
R: Las matrices de extrusión determinan la forma, las dimensiones y la calidad superficial finales de los productos extruidos. El diseño y la configuración de la matriz controlan el flujo del plástico fundido, garantizando que el material llene la cavidad de la matriz de manera uniforme. Un diseño preciso de la matriz es esencial para lograr un espesor uniforme, superficies lisas y estándares de producto consistentes.
P: ¿Qué es la extrusión de un solo tornillo y dónde se utiliza comúnmente?
R: La extrusión de un solo tornillo utiliza un solo tornillo para impulsar el material a través del cilindro de la extrusora, fundiéndolo y dándole la forma deseada. Este método se utiliza ampliamente para la fabricación de productos como tuberías, películas y láminas. Su simplicidad, eficiencia y rentabilidad lo convierten en una opción popular para muchas industrias, aunque puede carecer de las avanzadas capacidades de mezcla de los sistemas de doble tornillo.
P: ¿Cuáles son los beneficios de utilizar plástico reciclado en los procesos de extrusión?
R: El uso de plástico reciclado en procesos de extrusión ofrece varios beneficios, entre ellos:
- Impacto medioambiental: Reduce los residuos plásticos y apoya una economía circular.
- Ahorro de costes: Reduce los costos de material al reutilizar plásticos existentes.
- Sostenibilidad: Los avances en la tecnología de extrusión permiten a los fabricantes incorporar materiales reciclados sin comprometer la calidad del producto.
Los plásticos reciclados se pueden transformar en productos de alta calidad, lo que los convierte en una opción sostenible y rentable para la fabricación moderna.
Resumen final
La extrusión de plásticos se consolida como un pilar dinámico de la fabricación contemporánea, equilibrando la eficiencia con una amplia adaptabilidad. El perfeccionamiento continuo de las geometrías de husillos y cilindros, las herramientas de precisión y las nuevas formulaciones de polímeros permiten a los fabricantes producir soluciones robustas y eficientes en el uso de recursos con una economía unitaria competitiva. La incorporación del control de procesos basado en sensores, la optimización energética de circuito cerrado y la selección de materiales respetuosa con el medio ambiente está ampliando progresivamente el alcance operativo de la extrusión, reduciendo la huella de carbono del proceso y acelerando los tiempos de ciclo. En conjunto, estas trayectorias refuerzan la primacía estratégica de la extrusión, permitiendo que el proceso absorba los nuevos requisitos funcionales en los sectores del embalaje, la automoción y la biomedicina. Si persisten las trayectorias de innovación, el proceso conservará un papel catalizador en la fábrica del futuro, garantizando que sus ventajas se mantengan alineadas con los parámetros cambiantes de la fabricación global.


