

















Las extrusoras de doble husillo con y sin engranaje intermedio desempeñan un papel fundamental en las industrias química, del plástico y del caucho, ya que determinan la forma en que se procesan los materiales y se fabrican los productos. Estas máquinas difieren fundamentalmente en la forma en que interactúan sus tornillos, y esta distinción afecta directamente a su rendimiento, eficiencia e idoneidad para diversas aplicaciones.
Las extrusoras de doble husillo Intermeshing incorporan husillos que se solapan y engranan entre sí, creando una acción de autolimpieza que mejora la mezcla y minimiza la acumulación de material. Este diseño las hace ideales para aplicaciones que requieren una composición precisa, como la producción de masterbatches, plásticos técnicoso productos químicos especiales. Por otro lado, las extrusoras de doble husillo sin engranaje tienen husillos que funcionan de forma independiente, lo que ofrece una mayor holgura y menos cizallamiento. Esta configuración funciona bien para procesar materiales sensibles al calor o que requieren una manipulación suave, como el caucho o determinados productos alimentarios.
Comprender las diferencias entre estos dos tipos de extrusoras es crucial para seleccionar el equipo adecuado. La elección puede afectar significativamente a la calidad del producto, a la eficiencia operativa y a los costes globales de producción. Este artículo se centra en ayudarle a navegar por estas diferencias, proporcionando los conocimientos necesarios para alinear su selección de extrusora con sus necesidades específicas de procesamiento. Tanto si da prioridad a la precisión de la mezcla como a la versatilidad del material o a la eficiencia energética, saber cómo funcionan las extrusoras con y sin malla le guiará hacia la mejor decisión para su operación.
Descripción general de las extrusoras de doble tornillo
Las extrusoras de doble husillo son la columna vertebral de muchos procesos de fabricación en las industrias química, del plástico y del caucho. Su versatilidad y precisión las hacen indispensables para transformar materias primas en productos de alta calidad. Para conocer a fondo sus capacidades, exploremos sus funciones principales, las zonas clave y los distintos tipos disponibles.
Funciones principales: Transportar, Mezclar, Fundir, Desvolatilizar, Moldear
En esencia, las extrusoras de doble husillo desempeñan cinco funciones esenciales que impulsan el procesamiento de materiales. En primer lugar transportar materias primas a través del barril mediante la rotación de los tornillos. Este movimiento garantiza una alimentación uniforme y evita el estancamiento del material.
A continuación mezcla materiales, ya sea mezclando aditivos en una matriz polimérica u homogeneizando múltiples componentes. El diseño y la configuración de los tornillos determinan la intensidad y la eficacia de esta mezcla.
El fusión transforma materiales sólidos en un estado fundido, preparándolos para el moldeado. El control preciso de la temperatura y las fuerzas de cizallamiento garantizan una fusión uniforme sin degradar el material.
Devolatilizante elimina del material gases no deseados, humedad o compuestos volátiles. Este paso es fundamental para mejorar la calidad del producto, sobre todo en aplicaciones como plásticos de uso alimentario o polímeros de uso médico.
Por último, la extrusora formas el material forzándolo a través de una matriz, creando el perfil, el granulado o la lámina deseados. Cada una de estas funciones trabaja en armonía para ofrecer un resultado uniforme y de alta calidad.
Zonas clave: Alimentación, Fusión, Mezcla, Ventilación, Dosificación, Matriz
Las extrusoras de doble husillo se dividen en distintas zonas, cada una diseñada para un fin específico. El sitio zona de alimentación introduce las materias primas en la extrusora, donde comienzan su recorrido. Una alimentación adecuada garantiza un rendimiento constante y evita bloqueos.
En el zona de fusiónEn esta zona, el calor y las fuerzas de cizallamiento actúan conjuntamente para transformar los materiales sólidos en estado fundido. Esta zona requiere un control preciso de la temperatura para evitar el sobrecalentamiento o la fusión insuficiente.
El zona de mezcla es donde se produce la magia. Aquí, la geometría de los tornillos crea un cizallamiento intenso y una mezcla distributiva que garantiza la dispersión uniforme de aditivos, cargas o pigmentos.
El zona de ventilación permite la salida de gases o humedad, mejorando la pureza del material y reduciendo los defectos en el producto final. Un diseño de ventilación adecuado evita la pérdida de material o la contaminación.
En el zona de mediciónEl material se presuriza y se prepara para el conformado. Una presión constante garantiza un flujo uniforme a través de la matriz. Por último, el zona de troquelado moldea el material hasta darle su forma final, ya sea un granulado, una película o un perfil personalizado.
Tipos
Las extrusoras de doble husillo son de dos tipos principales, cada uno con características únicas adaptadas a aplicaciones específicas.
Intermeshing: corrotante y contrarrotante
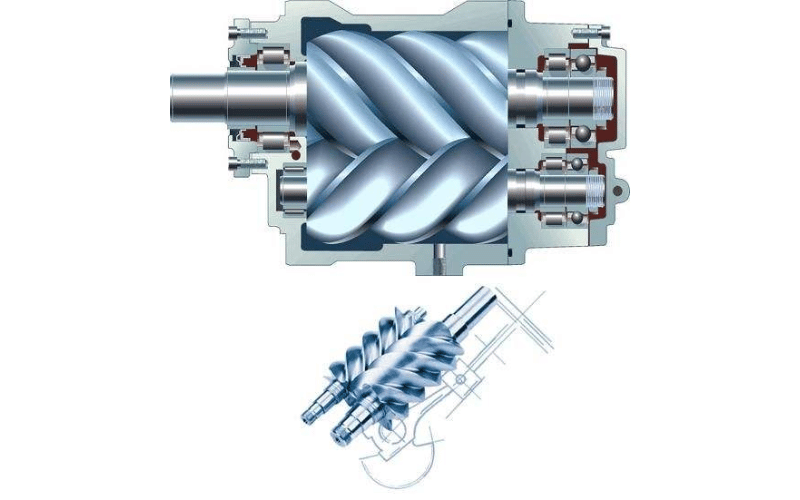
Las extrusoras de doble husillo Intermeshing incorporan husillos que se solapan y engranan entre sí, creando una acción de autolimpieza. Este diseño mejora la mezcla y minimiza la acumulación de material.
Extrusoras corrotantes de engranaje intermedio tienen tornillos que giran en la misma dirección, ofreciendo un alto cizallamiento y una excelente capacidad de mezcla. Son ideales para la fabricación de compuestos, masterbatches y aplicaciones que requieran una dispersión precisa.
Extrusoras de engranaje contrarrotatorioLas mezcladoras de tornillo sinfín, en las que los tornillos giran en sentidos opuestos, proporcionan una mezcla más suave y un menor cizallamiento. Son idóneas para materiales sensibles al calor, como el PVC o determinados elastómeros.
Sin engrane: tornillos paralelos con holgura
Las extrusoras de doble husillo sin engranaje tienen husillos paralelos con un espacio libre entre ellos. Este diseño reduce el cizallamiento y permite una manipulación más suave del material, lo que las hace ideales para aplicaciones como el procesamiento de caucho o la extrusión de alimentos. Aunque puede que no ofrezcan el mismo nivel de precisión de mezclado que los sistemas interconectados, su capacidad para manipular materiales delicados o muy viscosos las hace indispensables en determinados sectores.
Si conoce las funciones principales, las zonas clave y los tipos de extrusoras de doble husillo, podrá ajustar mejor la elección del equipo a sus objetivos de producción. Cada diseño aporta puntos fuertes únicos, lo que garantiza que existe una solución para cada material y aplicación.
Diferencias clave entre los diseños intermedios y los no intermedios
Para elegir entre extrusoras de doble husillo con o sin engranaje es necesario comprender claramente cómo influyen sus diseños en el rendimiento, la manipulación del material y el mantenimiento. Cada diseño aporta ventajas y desventajas únicas, por lo que es esencial alinear su elección con sus necesidades específicas de procesamiento. Veamos las principales diferencias.
Intensidad de cizallamiento
El nivel de cizallamiento aplicado durante el procesado es una de las distinciones más significativas entre estos dos diseños.
Extrusoras de engranaje intermedio proporcionan un alto cizallamiento, lo que las hace ideales para tareas de mezcla agresivas. Los tornillos se solapan y engranan entre sí, creando intensas fuerzas de cizallamiento que rompen los aglomerados y garantizan una dispersión completa. Este alto cizallamiento es especialmente beneficioso para aplicaciones que requieren una mezcla precisa, como la composición de plásticos técnicos o la producción de masterbatches.
Extrusoras sin engranajePor el contrario, los tornillos sinfín aplican un cizallamiento bajo, más adecuado para un procesamiento suave. Los tornillos funcionan de forma independiente con una holgura, lo que reduce el riesgo de degradación del material. Este diseño es perfecto para materiales sensibles al calor o al cizallamiento, como PVC blando o elastómeros termoplásticos (TPE).
Eficiencia de mezcla
La eficacia de la mezcla varía significativamente entre los diseños con y sin malla, lo que influye en su idoneidad para diferentes aplicaciones.
Extrusoras de engranaje intermedio destacan tanto en la dispersión como en la mezcla distributiva. La acción autolimpiante de los tornillos garantiza que los materiales se distribuyan uniformemente y se mezclen a fondo, incluso cuando se trata de aditivos o cargas difíciles. Esto los convierte en la mejor elección para aplicaciones de alto rendimiento en las que la uniformidad es fundamental.
Extrusoras sin engranaje proporcionan una eficacia de mezcla moderada, centrándose en una manipulación suave en lugar de una dispersión agresiva. Aunque es posible que no alcancen el mismo nivel de uniformidad que los diseños entrelazados, son muy adecuados para materiales sensibles que requieren una exposición mínima al cizallamiento y al calor.
Aplicaciones
Las aplicaciones de cada diseño reflejan sus puntos fuertes y sus limitaciones.
Extrusoras de engranaje intermedio son los caballos de batalla de la industria, ya que se encargan de tareas exigentes como la composición de plásticos técnicos, la producción de masterbatches y el procesamiento de materiales con alto contenido de relleno. Su capacidad para ofrecer una mezcla precisa y un alto rendimiento las hace indispensables para formulaciones complejas.
Extrusoras sin engranaje brillan en aplicaciones nicho, como el procesamiento de PVC blando, TPE u otros compuestos delicados. Su manipulación cuidadosa garantiza la integridad del material, por lo que son ideales para productos que requieren propiedades mecánicas o térmicas específicas.
Mantenimiento
Los requisitos de mantenimiento difieren entre los dos diseños, lo que repercute en la eficacia operativa y el tiempo de inactividad.
Extrusoras de engranaje intermedio son más complejas debido a su diseño de tornillos superpuestos. Sin embargo, su acción autolimpiante reduce la acumulación de material, minimizando la necesidad de limpieza manual. Esta característica ahorra tiempo y garantiza un rendimiento constante, especialmente en operaciones de alto rendimiento.
Extrusoras sin engranaje tienen un diseño más sencillo, lo que facilita su desmontaje y mantenimiento. Sin embargo, la falta de un mecanismo de autolimpieza significa que los operarios pueden tener que limpiar manualmente el tornillos y cañón con más frecuencia, especialmente al procesar materiales pegajosos o sensibles al calor.
Si conoce estas diferencias clave, podrá elegir el extrusora de doble tornillo que mejor se adapte a sus propiedades de material, objetivos de producción y prioridades operativas. Tanto si necesita un alto cizallamiento para una mezcla agresiva como una manipulación suave para compuestos sensibles, existe un diseño adaptado a sus necesidades.
Cómo elegir la extrusora de doble husillo adecuada
Seleccionar la extrusora de doble husillo adecuada es una decisión crítica que afecta directamente a la eficacia de su producción, a la calidad del producto y a los costes operativos. Para hacer la mejor elección, debe evaluar las características de su material, sus objetivos de procesamiento y sus limitaciones presupuestarias. Analicemos estos factores para orientar su proceso de toma de decisiones.
Características de los materiales
Las propiedades de los materiales que procesa deben ser su primera consideración a la hora de elegir entre diseños con o sin malla.
Para materiales de alta viscosidad o rellenoscomo los compuestos muy cargados o los plásticos técnicos, extrusoras de engranaje son la elección clara. Su alto cizallamiento y su acción de autolimpieza garantizan una mezcla completa y evitan la acumulación de material, incluso cuando se trata de aditivos difíciles como fibras de vidrio o cargas minerales.
Si trabaja con materiales termosensibles o de baja viscosidad, como PVC blandoo determinados polímeros alimentarios, extrusoras sin engranaje proporcionan la manipulación suave necesaria para mantener la integridad del material. Su diseño de menor cizallamiento minimiza la generación de calor, reduciendo el riesgo de degradación o cambios no deseados en las propiedades del material.
Objetivos de procesamiento
Sus objetivos de producción desempeñan un papel importante a la hora de determinar la extrusora adecuada para sus operaciones.
Si su objetivo es mezcla agresiva y alto rendimiento, extrusoras de engranaje ofrecen el rendimiento que necesita. Su diseño de tornillo superpuesto crea intensas fuerzas de cizallamiento, por lo que son ideales para aplicaciones como masterbatch producción, la composición de plásticos técnicos o el procesamiento de materiales con alto contenido de relleno.
Para las operaciones que dan prioridad a transporte suave y baja cizalladura, extrusoras sin engranaje son la mejor opción. Su diseño de tornillo paralelo con un espacio libre garantiza un flujo suave del material, lo que las hace perfectas para aplicaciones que requieren un cizallamiento mínimo, como el procesamiento de caucho o la extrusión de alimentos delicados.
Presupuesto y mantenimiento
Las consideraciones presupuestarias y de mantenimiento suelen inclinar la balanza a la hora de elegir entre extrusoras con o sin malla.
Extrusoras de engranaje intermedio suelen tener un coste inicial más elevado debido a su diseño complejo y sus capacidades avanzadas. También experimentan un mayor desgaste, especialmente al procesar materiales abrasivos o rellenos, lo que puede aumentar los gastos de mantenimiento con el tiempo. Sin embargo, su acción autolimpiante reduce el tiempo de inactividad y garantiza un rendimiento constante, lo que las convierte en una inversión rentable para operaciones de alta exigencia.
Extrusoras sin engranajecon su diseño más sencillo, ofrecen una opción más económica. Su menor coste inicial y su menor desgaste las convierten en una opción atractiva para operaciones a pequeña escala o para quienes tienen presupuestos ajustados. El mantenimiento también es más sencillo, ya que los tornillos son más fáciles de desmontar y limpiar. Sin embargo, la falta de un mecanismo de autolimpieza puede requerir una intervención manual más frecuente, especialmente cuando se procesan materiales pegajosos o sensibles al calor.
Si evalúa cuidadosamente las características de su material, sus objetivos de procesamiento y su presupuesto, podrá seleccionar con confianza la extrusora de doble husillo que mejor se adapte a sus necesidades operativas. Tanto si necesita el alto cizallamiento y la precisión de un diseño interconectado como la manipulación suave y la sencillez de un sistema no interconectado, la elección correcta optimizará su producción y le proporcionará resultados uniformes.
Consideraciones prácticas
Cuando se opera una extrusora de doble husillo, el éxito radica en la gestión del intrincado equilibrio de las variables del proceso, la selección de los elementos de husillo adecuados y la aplicación de estrategias de control eficaces. Cada uno de estos factores desempeña un papel fundamental a la hora de optimizar el rendimiento, garantizar la calidad del producto y mantener la eficacia operativa. Analicemos en detalle estas consideraciones prácticas.
Variables de proceso
El rendimiento de una extrusora de doble husillo depende del control preciso de las variables clave del proceso.
Velocidad del tornillo influye directamente en la intensidad del cizallamiento y el tiempo de permanencia. Las velocidades más altas generan más cizallamiento, lo que es beneficioso para una mezcla agresiva, pero puede provocar la degradación del material si no se controla con cuidado. Ajuste la velocidad del tornillo en función de la viscosidad del material y de su sensibilidad al cizallamiento.
Velocidad de avance determina la cantidad de material que entra en la extrusora. Una velocidad de alimentación incoherente puede causar fluctuaciones de presión, lo que provoca una mezcla desigual o una mala calidad del granulado. Utilice un alimentador gravimétrico para dosificar el material de forma precisa y uniforme.
Temperatura del barril es fundamental para conseguir una fusión uniforme y mantener la integridad del material. Divida el barril en varias zonas de calentamiento, cada una de ellas ajustada a la temperatura óptima para el material que se está procesando. Controle y ajuste las temperaturas para evitar el sobrecalentamiento o la fusión insuficiente.
Presión del troquel garantiza un flujo constante del material a través de la matriz. Una presión excesiva puede provocar el desgaste de la matriz o la degradación del material, mientras que una presión insuficiente puede dar lugar a un conformado deficiente. Controle periódicamente la presión de la matriz y ajuste los parámetros del proceso para mantener la estabilidad.
Elementos modulares de atornillado
El diseño modular de las extrusoras de doble husillo permite personalizar la configuración de los husillos para aplicaciones específicas. Seleccionar la combinación adecuada de elementos de tornillo es esencial para lograr los resultados de procesamiento deseados.
Elementos de transporte transportar el material a través del barril. Utilice elementos de paso hacia delante para un flujo eficiente del material y elementos de paso hacia atrás para crear contrapresión cuando sea necesario.
Elementos de amasado proporcionan una mezcla intensiva creando zonas de cizallamiento localizadas. Ajuste el ángulo y el escalonamiento de estos elementos para controlar el nivel de cizallamiento y la intensidad de mezcla.
Mezclar elementos Garantizar la dispersión uniforme de aditivos, cargas o pigmentos. Elija elementos con una geometría que se ajuste a los requisitos de mezcla del material, ya sean distributivos o dispersivos.
Elementos de inversión crean reflujo, aumentando el tiempo de residencia y mejorando la mezcla. Utilícelos con moderación para evitar un aumento excesivo de la presión.
Elementos de estanqueidad evitan las fugas de material en las zonas de ventilación. La colocación adecuada de estos elementos garantiza una desvolatilización eficaz sin comprometer el flujo de material.
Estrategias de control
Unas estrategias de control eficaces son la columna vertebral del buen funcionamiento de una extrusora de doble husillo. Los sistemas de control avanzados le permiten supervisar y ajustar parámetros críticos en tiempo real, garantizando un rendimiento constante.
Control de velocidad en carga ajusta automáticamente la velocidad del husillo para mantener una carga constante, evitando la sobrecarga y garantizando un funcionamiento estable. Esta estrategia es especialmente útil para aplicaciones de alto rendimiento.
Control de la presión supervisa las presiones de la matriz y del venteo, realizando ajustes en tiempo real para mantener la estabilidad. Utilice sensores de presión para detectar fluctuaciones y evitar problemas como el desgaste de la matriz o la degradación del material.
Control de la temperatura de fusión garantiza que el material salga de la extrusora a la temperatura óptima para su procesamiento posterior. Instale sensores de temperatura cerca de la matriz para controlar la temperatura de la masa fundida y ajustar las zonas de calentamiento del barril según sea necesario.
Si domina estas consideraciones prácticas, podrá liberar todo el potencial de su extrusora de doble husillo. El ajuste de las variables del proceso, la selección de los elementos de tornillo adecuados y la aplicación de estrategias de control sólidas no solo mejorarán la calidad del producto, sino también la eficiencia operativa y reducirán los tiempos de inactividad.
Preguntas frecuentes
P: ¿Cuál es la principal diferencia entre las extrusoras de doble husillo con y sin engranaje?
A: La principal diferencia radica en cómo interactúan los tornillos. Las extrusoras con engranaje intermedio tienen tornillos que se solapan y engranan entre sí, creando un alto cizallamiento y una excelente eficacia de mezcla. Las extrusoras sin engranaje intermedio tienen tornillos paralelos con un espacio libre, lo que ofrece un menor cizallamiento y una manipulación más suave del material, ideal para materiales sensibles al calor o delicados.
P: ¿Qué tipo es mejor para la consistencia de las mezclas maestras de color?
A: Las extrusoras intermedias de doble husillo son mejores para la consistencia de los masterbatches de color. Su alto cizallamiento y su acción de autolimpieza garantizan una dispersión uniforme de los pigmentos, lo que se traduce en una calidad de color homogénea en todo el lote.
P: ¿Cómo afecta la velocidad del tornillo al rendimiento de cizallamiento y mezcla?
A: Aumentar la velocidad del tornillo aumenta la intensidad del cizallamiento y mejora el rendimiento de la mezcla, lo que resulta beneficioso para dispersar aditivos o cargas. Sin embargo, una velocidad excesiva puede provocar la degradación o el sobrecalentamiento del material, por lo que es importante equilibrar la velocidad con las propiedades del material y los objetivos de procesamiento.
P: ¿Qué distribución del tiempo de residencia (RTD) es ideal para la extrusión reactiva?
A: Una distribución estrecha del tiempo de residencia (RTD) es ideal para extrusión reactiva. Garantiza tiempos de reacción constantes y minimiza el riesgo de que el material reaccione de forma insuficiente o excesiva. Las extrusoras de engranaje intermedio con configuraciones de tornillo precisas pueden ayudar a conseguir esta estrecha RTD.
P: ¿Proporcionan siempre las extrusoras interconectadas un mayor rendimiento?
A: No siempre. Aunque las extrusoras con engranaje intermedio destacan en aplicaciones de alto rendimiento, su rendimiento depende de factores como el diseño del husillo, las propiedades del material y la configuración del proceso. Las extrusoras sin engranaje interno también pueden lograr un alto rendimiento con materiales específicos que requieren una manipulación cuidadosa.
P: ¿Cómo puedo reducir el desgaste al procesar grandes cargas de fibra de vidrio?
A: Para reducir el desgaste, utilice materiales resistentes al desgaste como el carburo de tungsteno para tornillos y barriles. Optimice el diseño de los tornillos para minimizar el cizallamiento innecesario y garantice una lubricación adecuada para reducir la fricción. Inspeccione y sustituya periódicamente los componentes desgastados para mantener el rendimiento.
P: ¿Pueden las extrusoras sin entrelazado gestionar la desvolatilización de forma eficaz?
A: Sí, las extrusoras sin engranaje interno pueden desvolatilizar eficazmente cuando están equipadas con zonas de ventilación y elementos de sellado adecuados. Su diseño de menor cizallamiento reduce el riesgo de pérdida de material durante el venteo, lo que las hace adecuadas para aplicaciones que requieren una desvolatilización suave.
P: ¿Qué factores influyen en el consumo de energía por kilogramo?
A: El consumo de energía por kilogramo depende de factores como la velocidad del tornillo, la temperatura del barril, la viscosidad del material y el rendimiento. Un diseño eficiente del tornillo, unos ajustes optimizados del proceso y un aislamiento adecuado del barril pueden ayudar a reducir el consumo de energía.
P: ¿Cómo elegir entre extrusoras corrotantes y contrarrotantes?
A: Elija extrusoras corrotantes para un alto cizallamiento, una mezcla excelente y aplicaciones como la producción de compuestos o masterbatches. Opte por extrusoras contrarrotantes cuando procese materiales sensibles al calor o cuando necesite un cizallamiento menor y un mezclado más suave, como en extrusión de PVC.
P: ¿Qué hay que tener en cuenta para pasar de la fase piloto a la de producción?
A: A la hora de aumentar la escala, tenga en cuenta factores como el diseño del tornillo, los parámetros del proceso y las características del flujo de material. Asegúrese de que la extrusora de producción se ajusta a la RTD y al rendimiento de mezcla del sistema piloto. Realice pruebas para validar el rendimiento, la calidad y la eficiencia energética antes de la implementación a escala completa.
Conclusión
Las extrusoras de doble husillo con engranaje intermedio ofrecen un alto cizallamiento, una mezcla excelente y una gran precisión, lo que las hace ideales para aplicaciones exigentes como la producción de compuestos y masterbatches. Las extrusoras sin engranaje intermedio ofrecen una manipulación suave y un menor cizallamiento, por lo que son adecuadas para materiales sensibles al calor o delicados. Alinee su elección con las propiedades del material y los objetivos de producción para garantizar un rendimiento óptimo. Consulte a expertos del sector y realice pruebas para adaptar la configuración de la extrusora a sus necesidades específicas, maximizando la eficacia y la calidad del producto.


