

















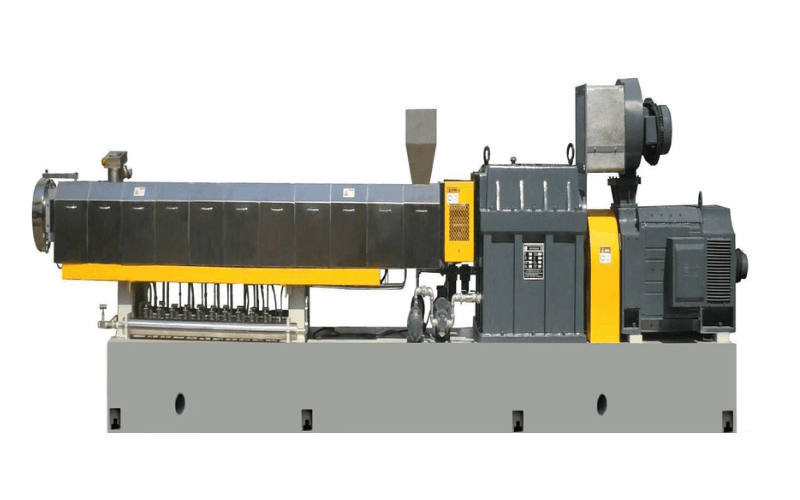
As extrusoras de duplo parafuso com e sem engrenagem desempenham um papel fundamental nas indústrias de plásticos, borracha e química, moldando a forma como os materiais são processados e os produtos são fabricados. Estas máquinas diferem fundamentalmente na forma como os seus parafusos interagem, e esta distinção tem um impacto direto no seu desempenho, eficiência e adequação a várias aplicações.
As extrusoras de duplo parafuso com intermitência apresentam parafusos que se sobrepõem e encaixam uns nos outros, criando uma ação de auto-limpeza que melhora a mistura e minimiza a acumulação de material. Este design torna-as ideais para aplicações que requerem uma composição precisa, como a produção de masterbatches, plásticos de engenhariaou especialidades químicas. Por outro lado, as extrusoras de duplo parafuso sem entrelaçamento têm parafusos que funcionam de forma independente, oferecendo maior folga e menos cisalhamento. Esta configuração funciona bem para o processamento de materiais sensíveis ao calor ou que requerem um manuseamento suave, como a borracha ou determinados produtos alimentares.
Compreender as diferenças entre estes dois tipos de extrusoras é crucial para selecionar o equipamento certo. A escolha pode afetar significativamente a qualidade do produto, a eficiência operacional e os custos globais de produção. Este artigo centra-se em ajudá-lo a navegar por estas diferenças, fornecendo as informações necessárias para alinhar a seleção da sua extrusora com as suas necessidades específicas de processamento. Quer a sua prioridade seja a precisão da mistura, a versatilidade do material ou a eficiência energética, o conhecimento do desempenho das extrusoras com e sem malha orientá-lo-á para a melhor decisão para a sua operação.
Visão geral das extrusoras de parafuso duplo
As extrusoras de duplo parafuso são a espinha dorsal de muitos processos de fabrico nas indústrias de plásticos, borracha e química. A sua versatilidade e precisão tornam-nas indispensáveis para transformar matérias-primas em produtos de alta qualidade. Para compreender plenamente as suas capacidades, vamos explorar as suas principais funções, zonas-chave e os diferentes tipos disponíveis.
Funções principais: Transporte, Mistura, Fusão, Desvolatilização, Moldagem
Na sua essência, as extrusoras de duplo parafuso desempenham cinco funções essenciais que impulsionam o processamento de materiais. Em primeiro lugar, elas transmitir As matérias-primas passam pelo tambor através da rotação dos parafusos. Este movimento assegura uma alimentação consistente e evita a estagnação do material.
Em seguida, eles mistura materiais, seja misturando aditivos numa matriz de polímero ou homogeneizando vários componentes. O design e a configuração dos parafusos determinam a intensidade e a eficiência desta mistura.
O fusão A função de fusão do equipamento transforma materiais sólidos num estado fundido, preparando-os para serem moldados. O controlo preciso da temperatura e as forças de corte garantem uma fusão uniforme sem degradar o material.
Desvolatilização remove gases indesejados, humidade ou compostos voláteis do material. Este passo é fundamental para melhorar a qualidade do produto, especialmente em aplicações como plásticos de qualidade alimentar ou polímeros de qualidade médica.
Finalmente, a extrusora formas o material, forçando-o através de uma matriz, criando o perfil, pellet ou folha desejados. Cada uma destas funções funciona em harmonia para proporcionar uma produção consistente e de alta qualidade.
Zonas-chave: Alimentação, Fusão, Mistura, Ventilação, Dosagem, Matriz
As extrusoras de rosca dupla estão divididas em zonas distintas, cada uma concebida para um objetivo específico. As zona de alimentação introduz as matérias-primas na extrusora, onde começam o seu percurso. Uma alimentação correta garante um rendimento consistente e evita bloqueios.
No zona de fusãoNa zona de fusão, o calor e as forças de cisalhamento trabalham em conjunto para transformar materiais sólidos num estado fundido. Esta zona requer um controlo preciso da temperatura para evitar o sobreaquecimento ou a subfusão.
O zona de mistura é onde a magia acontece. Aqui, a geometria dos parafusos cria um cisalhamento intenso e uma mistura distributiva, assegurando que os aditivos, cargas ou pigmentos são uniformemente dispersos.
O zona de ventilação permite a saída de gases ou humidade, melhorando a pureza do material e reduzindo os defeitos no produto final. A conceção correta da ventilação evita a perda de material ou a contaminação.
No zona de mediçãoNo processo de moldagem, o material é pressurizado e preparado para ser moldado. Uma pressão constante assegura um fluxo uniforme através da matriz. Finalmente, o zona de morte molda o material na sua forma final, quer se trate de um pellet, de uma película ou de um perfil personalizado.
Tipos
As extrusoras de duplo parafuso existem em dois tipos principais, cada um com caraterísticas únicas adequadas a aplicações específicas.
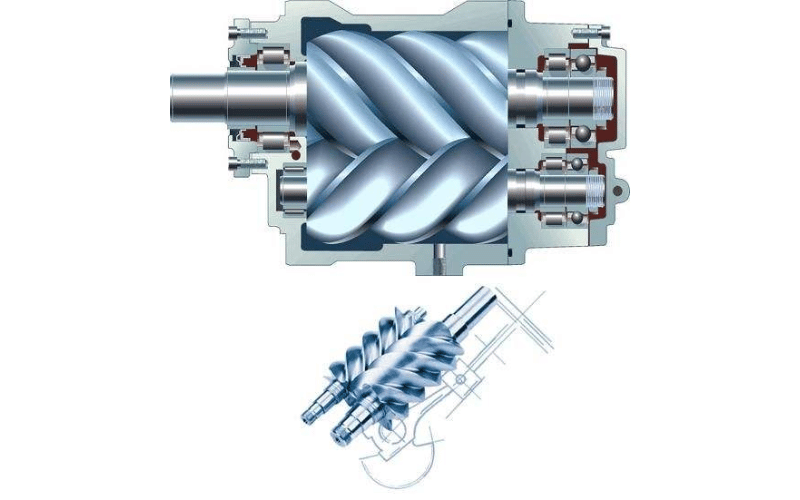
Intercalação: Co-rotação e contra-rotação
As extrusoras de parafuso duplo com intermitência apresentam parafusos que se sobrepõem e se encaixam uns nos outros, criando uma ação de auto-limpeza. Esta conceção melhora a mistura e minimiza a acumulação de material.
Extrusoras co-rotativas com entrelaçamento têm parafusos que rodam na mesma direção, oferecendo um elevado cisalhamento e excelentes capacidades de mistura. São ideais para a composição, produção de masterbatch e aplicações que requerem uma dispersão precisa.
Extrusoras com entrelaçamento contra-rotativoonde os parafusos rodam em direcções opostas, proporcionam uma mistura mais suave e um menor cisalhamento. Estes são adequados para materiais sensíveis ao calor, como o PVC ou certos elastómeros.
Não entrosamento: Parafusos paralelos com folga
As extrusoras de duplo parafuso sem entrelaçamento apresentam parafusos paralelos com um espaço livre entre eles. Esta conceção reduz o cisalhamento e permite um manuseamento mais suave do material, tornando-os ideais para aplicações como o processamento de borracha ou a extrusão de alimentos. Embora não ofereçam o mesmo nível de precisão de mistura que os sistemas de engrenamento, a sua capacidade de manusear materiais delicados ou altamente viscosos torna-os indispensáveis em indústrias específicas.
Ao compreender as funções principais, as zonas-chave e os tipos de extrusoras de duplo parafuso, pode alinhar melhor a sua escolha de equipamento com os seus objectivos de produção. Cada design traz pontos fortes únicos para a mesa, assegurando que existe uma solução para cada material e aplicação.
Principais diferenças entre concepções com e sem entrançamento
A escolha entre extrusoras de duplo parafuso com e sem engrenagem requer uma compreensão clara do impacto do seu design no desempenho, manuseamento do material e manutenção. Cada desenho traz vantagens e desvantagens únicas, tornando essencial alinhar a sua escolha com as suas necessidades específicas de processamento. Vamos analisar as principais diferenças.
Intensidade de cisalhamento
O nível de cisalhamento aplicado durante o processamento é uma das distinções mais significativas entre estes dois modelos.
Extrusoras de entrosamento proporcionam um elevado cisalhamento, tornando-os ideais para tarefas de mistura agressivas. Os parafusos sobrepõem-se e encaixam uns nos outros, criando forças de cisalhamento intensas que quebram os aglomerados e asseguram uma dispersão completa. Este elevado cisalhamento é particularmente benéfico para aplicações que requerem uma mistura precisa, como a composição de plásticos de engenharia ou a produção de masterbatches.
Extrusoras sem entrelaçamentoPor outro lado, os parafusos de rosca aplicam um baixo cisalhamento, o que é mais adequado para um processamento suave. Os parafusos funcionam de forma independente com uma folga, reduzindo o risco de degradação do material. Este design é perfeito para materiais sensíveis ao calor ou ao cisalhamento, como PVC macio ou elastômeros termoplásticos (TPEs).
Eficiência de mistura
A eficiência da mistura varia significativamente entre as concepções com e sem malha, influenciando a sua adequação a diferentes aplicações.
Extrusoras de entrosamento são excelentes tanto na mistura por dispersão como na mistura distributiva. A ação de auto-limpeza dos parafusos assegura que os materiais são uniformemente distribuídos e completamente misturados, mesmo quando se lida com aditivos ou cargas difíceis. Isto torna-os a escolha ideal para aplicações de elevado desempenho em que a uniformidade é fundamental.
Extrusoras sem entrelaçamento proporcionam uma eficiência de mistura moderada, centrando-se no manuseamento suave e não na dispersão agressiva. Embora não atinjam o mesmo nível de uniformidade que os designs de entrelaçamento, são adequados para materiais sensíveis que requerem um mínimo de cisalhamento e exposição ao calor.
Formulários
As aplicações de cada conceção reflectem os seus pontos fortes e as suas limitações específicas.
Extrusoras de entrosamento são os cavalos de batalha da indústria, lidando com tarefas exigentes como a composição de plásticos de engenharia, a produção de masterbatches e o processamento de materiais com elevado teor de carga. A sua capacidade de proporcionar uma mistura precisa e um elevado rendimento torna-os indispensáveis para formulações complexas.
Extrusoras sem entrelaçamento brilham em aplicações de nicho, como o processamento de PVC macio, TPEs ou outros compostos delicados. O seu manuseamento suave garante a integridade do material, tornando-os ideais para produtos que requerem propriedades mecânicas ou térmicas específicas.
Manutenção
Os requisitos de manutenção diferem entre os dois modelos, afectando a eficiência operacional e o tempo de inatividade.
Extrusoras de entrosamento são mais complexos devido à sua conceção de parafuso sobreposto. No entanto, a sua ação de auto-limpeza reduz a acumulação de material, minimizando a necessidade de limpeza manual. Esta caraterística poupa tempo e assegura um desempenho consistente, especialmente em operações de elevado rendimento.
Extrusoras sem entrelaçamento têm uma conceção mais simples, o que facilita a sua desmontagem e manutenção. No entanto, a falta de um mecanismo de auto-limpeza significa que os operadores podem ter de limpar manualmente o parafusos e cano com mais frequência, especialmente ao processar materiais pegajosos ou sensíveis ao calor.
Ao compreender estas diferenças fundamentais, pode selecionar o extrusora de parafuso duplo que melhor se alinha com as propriedades do seu material, objectivos de produção e prioridades operacionais. Quer necessite de um elevado cisalhamento para uma mistura agressiva ou de um manuseamento suave para compostos sensíveis, existe um design adaptado às suas necessidades.
Como escolher a extrusora de parafuso duplo correta
A seleção da extrusora de duplo parafuso correta é uma decisão crítica que tem um impacto direto na eficiência da produção, na qualidade do produto e nos custos operacionais. Para fazer a melhor escolha, é necessário avaliar as caraterísticas do material, os objectivos de processamento e as restrições orçamentais. Vamos analisar estes factores para orientar o seu processo de decisão.
Características dos materiais
As propriedades dos materiais que processa devem ser a sua primeira consideração ao escolher entre concepções com e sem malha.
Para materiais de alta viscosidade ou com enchimentocomo, por exemplo, compostos muito carregados ou plásticos de engenharia, extrusoras com entrelaçamento são a escolha certa. O seu elevado cisalhamento e ação de auto-limpeza garantem uma mistura completa e evitam a acumulação de material, mesmo quando se lida com aditivos difíceis, como fibras de vidro ou cargas minerais.
Se estiver a trabalhar com materiais termicamente sensíveis ou de baixa viscosidade, como PVC macio, TPEs, ou certos polímeros de qualidade alimentar, extrusoras sem entrelaçamento proporcionam o manuseamento suave necessário para manter a integridade do material. O seu design de baixo cisalhamento minimiza a geração de calor, reduzindo o risco de degradação ou alterações indesejadas nas propriedades do material.
Objectivos de processamento
Os seus objectivos de produção desempenham um papel significativo na determinação da extrusora adequada para a sua operação.
Se o seu objetivo é mistura agressiva e elevado rendimento, extrusoras com entrelaçamento proporcionam o desempenho de que necessita. O seu design de parafuso sobreposto cria forças de cisalhamento intensas, tornando-os ideais para aplicações como masterbatch produção, composição de plásticos de engenharia ou processamento de materiais com elevado teor de carga.
Para operações que dão prioridade transporte suave e baixo cisalhamento, extrusoras sem entrelaçamento são a melhor opção. O seu design de parafuso paralelo com uma folga garante um fluxo de material suave, tornando-os perfeitos para aplicações que requerem um cisalhamento mínimo, como o processamento de borracha ou a extrusão delicada de alimentos.
Orçamento e manutenção
As considerações orçamentais e de manutenção fazem frequentemente pender a balança quando se escolhe entre extrusoras com e sem engrenagem.
Extrusoras de entrosamento têm normalmente um custo inicial mais elevado devido à sua conceção complexa e capacidades avançadas. Também sofrem mais desgaste, especialmente quando processam materiais abrasivos ou com enchimento, o que pode aumentar as despesas de manutenção ao longo do tempo. No entanto, a sua ação de auto-limpeza reduz o tempo de inatividade e assegura um desempenho consistente, tornando-os um investimento que vale a pena para operações de elevada procura.
Extrusoras sem entrelaçamentoAs bombas de ar, com a sua conceção mais simples, oferecem uma opção mais económica. O seu custo inicial mais baixo e o desgaste reduzido tornam-nos uma escolha atractiva para operações de menor escala ou para quem tem orçamentos apertados. A manutenção é também mais simples, uma vez que os parafusos são mais fáceis de desmontar e limpar. No entanto, a falta de um mecanismo de auto-limpeza pode exigir uma intervenção manual mais frequente, especialmente quando se processam materiais pegajosos ou sensíveis ao calor.
Ao avaliar cuidadosamente as caraterísticas do seu material, os objectivos de processamento e o orçamento, pode selecionar com confiança a extrusora de duplo parafuso que se adapta às suas necessidades operacionais. Quer necessite do elevado cisalhamento e da precisão de um design com entrelaçamento ou do manuseamento suave e da simplicidade de um sistema sem entrelaçamento, a escolha certa optimizará a sua produção e fornecerá resultados consistentes.
Considerações práticas
Ao operar uma extrusora de duplo parafuso, o sucesso reside na gestão do intrincado equilíbrio das variáveis do processo, na seleção dos elementos de parafuso corretos e na implementação de estratégias de controlo eficazes. Cada um destes factores desempenha um papel crítico na otimização do desempenho, garantindo a qualidade do produto e mantendo a eficiência operacional. Vamos explorar estas considerações práticas em pormenor.
Variáveis de processo
O desempenho de uma extrusora de duplo parafuso depende do controlo preciso das principais variáveis do processo.
Velocidade do parafuso influencia diretamente a intensidade do cisalhamento e o tempo de residência. As velocidades mais elevadas geram mais cisalhamento, o que é benéfico para a mistura agressiva, mas pode levar à degradação do material se não for cuidadosamente gerido. Ajuste a velocidade do parafuso com base na viscosidade do material e na sensibilidade ao cisalhamento.
Taxa de alimentação determina a quantidade de material que entra na extrusora. Uma taxa de alimentação inconsistente pode causar flutuações de pressão, levando a uma mistura desigual ou a uma má qualidade dos pellets. Utilize um alimentador gravimétrico para uma dosagem precisa e consistente do material.
Temperatura do barril é fundamental para obter uma fusão uniforme e manter a integridade do material. Divida o tambor em várias zonas de aquecimento, cada uma definida para a temperatura ideal para o material a ser processado. Monitorizar e ajustar as temperaturas para evitar o sobreaquecimento ou a fusão insuficiente.
Pressão da matriz assegura um fluxo consistente de material através da matriz. Uma pressão excessiva pode provocar o desgaste da matriz ou a degradação do material, enquanto que uma pressão insuficiente pode resultar numa má moldagem. Monitorizar regularmente a pressão da matriz e ajustar os parâmetros do processo para manter a estabilidade.
Elementos de parafuso modulares
A conceção modular das extrusoras de duplo parafuso permite-lhe personalizar a configuração do parafuso para aplicações específicas. A seleção da combinação correta de elementos de parafuso é essencial para alcançar os resultados de processamento desejados.
Elementos de transporte transportar o material através do tambor. Utilize elementos de inclinação para a frente para um fluxo de material eficiente e elementos de inclinação inversa para criar contrapressão quando necessário.
Elementos para amassar proporcionam uma mistura intensiva, criando zonas de cisalhamento localizadas. Ajuste o ângulo e o escalonamento destes elementos para controlar o nível de cisalhamento e a intensidade da mistura.
Elementos de mistura assegurar uma dispersão uniforme de aditivos, cargas ou pigmentos. Escolha elementos com uma geometria que corresponda aos requisitos de mistura do material, sejam eles distributivos ou dispersivos.
Elementos de inversão criam refluxo, aumentando o tempo de permanência e melhorando a mistura. Utilize-os com moderação para evitar a acumulação excessiva de pressão.
Elementos de vedação evitam a fuga de material nas zonas de ventilação. A colocação correta destes elementos assegura uma desvolatilização eficiente sem comprometer o fluxo de material.
Estratégias de controlo
Estratégias de controlo eficazes são a espinha dorsal do bom funcionamento de uma extrusora de duplo parafuso. Os sistemas de controlo avançados permitem-lhe monitorizar e ajustar os parâmetros críticos em tempo real, garantindo um desempenho consistente.
Controlo da velocidade de carga ajusta automaticamente a velocidade do parafuso para manter uma carga consistente, evitando a sobrecarga e assegurando um funcionamento estável. Esta estratégia é particularmente útil para aplicações de elevado rendimento.
Controlo da pressão monitoriza as pressões da matriz e da ventilação, efectuando ajustes em tempo real para manter a estabilidade. Utilize sensores de pressão para detetar flutuações e evitar problemas como o desgaste da matriz ou a degradação do material.
Controlo da temperatura de fusão assegura que o material sai da extrusora à temperatura óptima para o processamento a jusante. Instalar sensores de temperatura perto da matriz para monitorizar a temperatura da fusão e ajustar as zonas de aquecimento do cilindro conforme necessário.
Ao dominar estas considerações práticas, pode libertar todo o potencial da sua extrusora de duplo parafuso. Ajustar as variáveis do processo, selecionar os elementos de parafuso corretos e implementar estratégias de controlo robustas não só aumentará a qualidade do produto, como também melhorará a eficiência operacional e reduzirá o tempo de inatividade.
Perguntas frequentes
Q: Qual é a principal diferença entre extrusoras de parafuso duplo com e sem engrenagem?
A: A principal diferença reside na forma como os parafusos interagem. As extrusoras com entrelaçamento têm parafusos que se sobrepõem e encaixam uns nos outros, criando um elevado cisalhamento e uma excelente eficiência de mistura. As extrusoras sem entrelaçamento têm parafusos paralelos com uma folga, oferecendo um menor cisalhamento e um manuseamento mais suave do material, o que é ideal para materiais sensíveis ao calor ou delicados.
P: Que tipo é melhor para a consistência do masterbatch de cor?
A: As extrusoras de parafuso duplo com malha intermédia são melhores para a consistência do masterbatch de cor. O seu elevado cisalhamento e ação de auto-limpeza garantem uma dispersão uniforme dos pigmentos, resultando numa qualidade de cor consistente em todo o lote.
Q: Como é que a velocidade do parafuso afecta o cisalhamento e o desempenho da mistura?
A: O aumento da velocidade do parafuso aumenta a intensidade do cisalhamento e melhora o desempenho da mistura, o que é benéfico para a dispersão de aditivos ou cargas. No entanto, a velocidade excessiva pode levar à degradação ou sobreaquecimento do material, pelo que é importante equilibrar a velocidade com as propriedades do material e os objectivos de processamento.
P: Qual é a distribuição do tempo de residência (RTD) ideal para a extrusão reactiva?
A: Uma distribuição estreita do tempo de residência (RTD) é ideal para extrusão reactiva. Garante tempos de reação consistentes e minimiza o risco de material com reação insuficiente ou excessiva. As extrusoras intermédias com configurações de parafuso precisas podem ajudar a alcançar este RTD estreito.
P: As extrusoras com entrelaçamento proporcionam sempre um maior rendimento?
A: Nem sempre. Embora as extrusoras com engrenagem sejam excelentes em aplicações de elevado rendimento, o seu desempenho depende de factores como a conceção do parafuso, as propriedades do material e as definições do processo. As extrusoras sem entrelaçamento também podem atingir um elevado rendimento para materiais específicos que requerem um manuseamento suave.
P: Como posso reduzir o desgaste ao processar cargas elevadas de fibra de vidro?
A: Para reduzir o desgaste, utilize materiais resistentes ao desgaste, como o carboneto de tungsténio, para os parafusos e cilindros. Otimizar o desenho do parafuso para minimizar o cisalhamento desnecessário e assegurar uma lubrificação adequada para reduzir a fricção. Inspecionar e substituir regularmente os componentes desgastados para manter o desempenho.
Q: As extrusoras sem malha podem lidar com a desvolatilização de forma eficaz?
A: Sim, as extrusoras sem entrelaçamento podem lidar com a desvolatilização de forma eficaz quando equipadas com zonas de ventilação e elementos de vedação adequados. O seu design de corte inferior reduz o risco de perda de material durante a ventilação, tornando-os adequados para aplicações que requerem uma desvolatilização suave.
P: Que factores influenciam o consumo de energia por quilograma?
A: O consumo de energia por quilograma depende de factores como a velocidade do parafuso, a temperatura do tambor, a viscosidade do material e o rendimento. A conceção eficiente do parafuso, as definições optimizadas do processo e o isolamento adequado do tambor podem ajudar a reduzir o consumo de energia.
Q: Como é que escolho entre extrusoras co-rotativas e contra-rotativas?
A: Escolha extrusoras co-rotantes para cisalhamento elevado, excelente mistura e aplicações como a produção de compostos ou masterbatch. Opte por extrusoras contra-rotativas quando processar materiais sensíveis ao calor ou quando for necessário um corte inferior e uma mistura mais suave, como em Extrusão de PVC.
P: Quais são as principais considerações a ter em conta para passar da fase-piloto para a fase de produção?
A: Ao aumentar a escala, considere factores como a conceção do parafuso, os parâmetros do processo e as caraterísticas do fluxo de material. Assegurar que a extrusora de produção corresponde à RTD do sistema piloto e ao desempenho da mistura. Efetuar ensaios para validar o rendimento, a qualidade e a eficiência energética antes da implementação em grande escala.
Conclusão
As extrusoras de duplo parafuso com entrelaçamento oferecem um elevado cisalhamento, uma excelente mistura e precisão, tornando-as ideais para aplicações exigentes como a produção de compostos e masterbatch. As extrusoras sem entrelaçamento proporcionam um manuseamento suave e um menor cisalhamento, o que se adequa a materiais sensíveis ao calor ou delicados. Alinhe a sua escolha com as propriedades do material e os objectivos de produção para garantir um desempenho ótimo. Consulte especialistas do sector e realize ensaios para adaptar a configuração da extrusora às suas necessidades específicas, maximizando a eficiência e a qualidade do produto.


