


















Экструзия пластика является ключевым методом производства, преобразуя базовые термопласты в однородные, непрерывные профили, которые неизменно соответствуют требованиям к качеству. Эта технология лежит в основе множества отраслей, включая строительство, упаковку, автомобилестроение и здравоохранение, будь то производство труб, плёнок, сложных геометрических профилей или листов. Современное оборудование — одношнековые и двухшнековые экструдеры с однонаправленным или встречным вращением — нагревает, смешивает, а затем продавливает расплавленный полимер через специальные фильеры для получения конечной геометрии. Такие преимущества, как высокая объёмная производительность, универсальность в широком спектре полимеров и возможность создания изделий со сложным поперечным сечением, обеспечили экструзии статус основополагающего элемента современного производства. В данной статье рассматриваются принципы работы экструзии, рассматривается архитектура соответствующего оборудования и рассматриваются передовые разработки, способные переосмыслить эту дисциплину.
Понимание процесса экструзии
Что такое экструзия пластика?
Пластиковая экструзия Это оптимизированный метод производства непрерывных профилей, таких как трубы, листы и пленки, путем разжижения и формования термопластичных материалов. Процесс начинается с подачи однородных гранул в точно калиброванный экструдер, где под воздействием контролируемого сдвига и тепловой энергии происходит их сплавление, гомогенизация и последующее продавливание расплавленного полимера через фильеру, формируя равномерное поперечное сечение. Способность к непрерывной работе, адаптируемость к различным полимерным составам и высокая производительность делают эту технологию краеугольным камнем в различных отраслях промышленности, от гражданского строительства до гибкой упаковки, позволяя получать детали с превосходной точностью размеров и качеством поверхности.
Ключевые компоненты процесса экструзии
Операция экструзии поддерживается набором узлов, каждый из которых откалиброван для обеспечения повторяемой производительности и микроструктурной целостности:
- Загрузчик сырого сырья: эта камера с гравитационным или механическим перемешиванием служит каналом для ввода полимера, обычно дополняемым термическим десорбером или инертным клапаном для минимизации гидратации и гигроскопичности сырья. Этот подготовительный этап критически важен для продления термической стабильности полимера.
- Транспортная арка: винтовой шнек, соединенный с теплоизолированным или охлаждаемым изнутри цилиндром, создает аддитивные тепловые, компрессионные и сдвиговые режимы. Геометрия профиля, зона сжатия подачи и коэффициент уплотнения витков являются основными конструктивными факторами, определяющими эмульгирование материала, его однородность и производительность.
- Траектория терморегулятора: Установка излучающих или циркуляционных тепловых рукавов в сочетании с термопарной обратной связью и электрическим или циркуляционным охлаждающим потоком обеспечивает калиброванную тепловую траекторию, равномерно направляя сегмент расплава через определенное тепловое поле для предотвращения прогоркания и гидролитической деградации полимера.
- Фильера: Фильера придаёт расплавленному термопластику окончательный геометрический профиль. Её геометрические и тепловые характеристики напрямую определяют длину детали, толщину стенки и характеристики поверхности, в конечном счёте определяя её механические и оптические характеристики.
- Система охлаждения: Сразу после выхода из фильеры изделие попадает в зону контролируемого терморегулирования. Водоохлаждаемые желоба, высокоскоростные потоки воздуха или охлаждаемые глянцевые валки барабанного типа отводят избыточное тепло, стабилизируя профиль и фиксируя заданное кристаллическое или аморфное состояние.
- Вытяжка и резак: скоординированные серво- или механические вытяжные устройства поддерживают постоянную линейную скорость, минимизируя отклонения и коробление. Последующие вращающиеся или линейные резаки, калиброванные по номинальной длине и с допуском на номинальную длину детали, гарантируют получение бездефектной кромки, готовой к транспортировке. Синхронизация со скоростью вытяжного устройства обеспечивает точность размеров по всей длине экструдата.
Интеграция этих подсистем имеет решающее значение для достижения систематической воспроизводимости, контроля размеров и сохранения термической целостности в течение длительных производственных кампаний.
Важность стабильного качества при экструзии
Достижение однородного качества при экструзии пластика остаётся необходимым условием для соблюдения строгих допусков на продукцию и поддержания постоянного доверия клиентов. Отклонения в качестве приводят не только к видимым дефектам, но и к браку материала, перерасходу материала на механическую обработку и повышению затрат. Неизменная однородность поддерживается несколькими дополнительными факторами:
- Характеристика исходного сырья: использование однородно фракционированных смол с низким содержанием влаги гарантирует равномерное распределение тепла по всему цилиндру экструдера, тем самым уменьшая сегрегацию материала и последующее образование пустот.
- Терморегуляция: точный термостатический контроль в сочетании с тщательно картографированными термическими зонами ограничивает термическое окисление и изменчивость сдвига при формовании, обеспечивая постоянную, воспроизводимую вязкость расплава.
- Калибровка фильеры: фильеры, установленные с бесконечно малыми угловыми и осевыми допусками, позволяют получать экструдаты, обладающие заданной геометрией поперечного сечения, визуальным качеством поверхности и, как следствие, значительно сниженной тенденцией к совместной экструзии сдвиговых нитей.
- Прогностическое обслуживание: плановое прогностическое обслуживание в сочетании с автономными датчиками мониторинга предотвращает сбои и выход из строя оборудования. В результате повышается стабильность производительности и сохраняется доступность оборудования.
Когда предприятия систематически учитывают эти факторы, стационарная экструзия становится не только очевидным техническим достижением, но и финансово выгодным механизмом масштабируемого производства вязкости.
Типы экструдеров
Одношнековые экструдеры
Одношнековые экструдеры представляют собой преобладающую конструкцию экструдеров в сфере производства пластмасс. Их присущая им адаптивность, низкие первоначальные инвестиции и совместимость с различными продуктами — от труб до тонкоплёночных и листовых — способствуют их постоянной распространённости.
- Принцип работы: внутри нагреваемого трубчатого корпуса вращается один шнек со спиральной канавкой, который перемещает, расплавляет и равномерно распределяет полимер перед его прохождением через формующую головку. Длина, шаг и глубина шнека, калиброванные в зависимости от выбранного полимера, определяют термическую, механическую и временную эффективность.
- Основные области применения: Одношнековые экструдеры наилучшим образом подходят для непрерывных процессов, характеризующихся низким сдвигом, щадящим термическим режимом и ограниченным количеством добавок. Типичные рынки включают: экструзия труб, гибких и жестких листов и пленок, а также производства товаров повседневного спроса и товаров длительного пользования.
- Ключевые характеристики: Операторы предпочитают эти машины за прозрачность эксплуатации, простоту обслуживания и лёгкость регулировки производительности за счёт изменения мощности шнека и геометрии матрицы. Кроме того, их конструкция изначально энергоэффективна, что приводит к снижению эксплуатационных расходов и выбросов углерода.
Однако ограничения одношнековой конструкции возникают по мере появления все более сложных систем смол, включая те, которые содержат повышенные уровни наполнителей, многокомпонентные смеси или конструкционные полимеры, требующие более агрессивных термических и сдвиговых характеристик — условий, при которых невозможно постоянно гарантировать историю плавления и однородность расплава.
Двухшнековые экструдеры
Двухшнековые экструдеры оснащены двумя синхронизированными, взаимозацепляющимися шнеками в терморегулируемом цилиндре, что значительно улучшает распределение времени пребывания, подачу механической и тепловой энергии и, следовательно, эффективность диспергирования наполнителей, армирующих добавок и термостабилизаторов. Эти машины выпускаются в двух основных конфигурациях вращения: оба шнека вращаются в одном направлении (однонаправленные) или в противоположных направлениях (противонаправленные).
- Принцип работы: каждый шнек в двухшнековом экструдере с сонаправленным вращением вращается синхронно, используя противовинтовую геометрию для создания тангенциального сдвига и осевого нагнетания. Это скоординированное движение максимизирует перемещение материала и минимизирует количество застойных зон. Сочетание высокого сдвига и интенсивного осевого переноса обеспечивает тщательное распределение добавок, наполнителей и армирующих компонентов по всему базовому полимеру, улучшая общую целостность расплава.
- Применение: Эти машины являются предпочтительной платформой для компаундирования, производство маточной смесии экструзии специальных термопластов, где критически важно управление температурой и реологией. Они также хорошо подходят для гомогенизации термочувствительных полимеров, гарантируя минимальную термическую деградацию в высокоэффективных рецептурах, требующих точного контроля микроструктуры.
- Преимущества: Стабильность процесса обеспечивается независимым терморегулированием зон подачи, расплава и выгрузки. Точное программируемое время выдержки в удлиненном цилиндре обеспечивает точный контроль температуры расплава, сдвига и истории сдвига, позволяя разработчикам рецептур задавать градиенты реологических и механических свойств с высокой воспроизводимостью. Конфигурация с со-вращением отличается способностью работать с высоконаполненными высоковязкими потоками подачи.
Хотя механическая конфигурация влечет за собой большие капитальные затраты и более строгий контроль за техническим обслуживанием, чем одношнековые экструдеры, расширенная совместимость материалов, минимальные температурные колебания и воспроизводимый контроль свойств оправдывают инвестиции в технологически сложные рынки.

Двухшнековые экструдеры с сонаправленным вращением
Двухшнековые экструдеры с сонаправленным вращением шнеков отличаются геометрией, разработанной для максимального параллельного и осевого перемещения при минимальном тепловом запаздывании. Синхронное движение обоих шнеков обеспечивает двойное преимущество: механическое сдвигающее усилие и принудительную конвекцию, обеспечивая лёгкое самоочистительное действие, которое обеспечивает чистоту поверхности шнеков.
- Принцип работы: Пересекающиеся секции цилиндра создают последовательность зон высокого сдвига, ламинарного и турбулентного сдвига в пределах 180-градусного транспортного шага. Это сочетается с сегментированной конструкцией цилиндра, обеспечивающей независимое терморегулирование. Контрастные винтовые шнеки создают градиенты сдвига, которые равномерно плавят, растворяют и диспергируют добавки. Получающаяся в результате однородность размера частиц и свойств фазы расплава позволяет полимерам достигать узко определенных диапазонов стабильности, что позволяет создавать высокоэффективные термопластичные материалы.
- Применение: Двухшнековые экструдеры с сонаправленным вращением шнеков играют ключевую роль в отраслях, требующих контролируемого компаундирования, включая автомобилестроение, электронику и упаковочную промышленность. Их конструкция оптимизирована для производства мастербатчей, концентратов красителей и термопластиков специального назначения, обеспечивая равномерное распределение добавок и наполнителей.
- Преимущества: Конфигурация обеспечивает превосходное смешивание при компактном соотношении длины и диаметра, что позволяет увеличить время обработки без ущерба для производительности. Совместимость как с жёсткими, так и с термопластичными субстратами, а также наличие специальных загрузочных портов обеспечивают гибкость рецептур. Самоочистка взаимозацепляющихся шнеков минимизирует унос материала, что обеспечивает быструю и эффективную транспортировку материала с минимальной очисткой.
Синтез непревзойденного смешивания и присущей ему эксплуатационной гибкости подтверждает, что двухшнековые экструдеры с однонаправленным вращением шнеков являются ведущим оборудованием для производителей, стремящихся к превосходным и воспроизводимым характеристикам материалов.

Экструзионное оборудование и машины
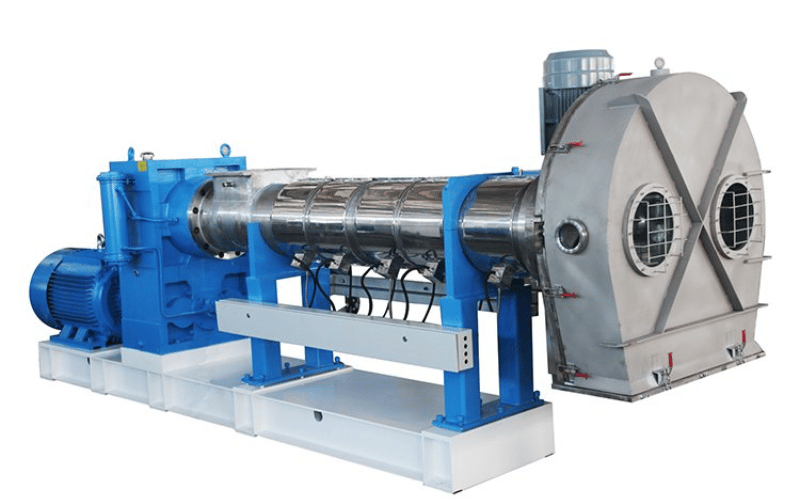
Обзор экструдеров
Экструдеры остаются краеугольным камнем современного производства пластмасс, разработанные для преобразования исходного сырья в длинные однородные изделия, такие как трубы, листы и пленки. Принцип работы экструдера заключается в нагревании выбранной смолы до полного расплавления, после чего жидкий полимер пропускается через фильеру для получения заданного профиля.
- Принцип работы: Цикл начинается с подачи смолы в гравиметрический или объёмный дозатор, который подаёт контролируемое количество смолы в дегазированную воронку. Затем двухшнековый механизм, вращающийся в одном направлении или взаимодействующий с другими шнеками, транспортирует сыпучий материал через терморегулируемый цилиндр, где сдвиг и радиационный нагрев обеспечивают равномерное плавление. Полностью расплавленная масса выходит через прецизионную фильеру.
- Область применения: Экструдеры современного поколения находят применение в таких различных отраслях, как гражданское строительство, производство автомобильных компонентов, гибкой упаковки и бытовой техники массового спроса. Высокая производительность, точность размеров и целостность поверхности делают их незаменимыми в крупносерийном производстве.
Современное оборудование включает в себя интеллектуальную автоматику, которая непрерывно оптимизирует зоны цилиндра, давление пресс-формы и скорость профиля шнека, тем самым гарантируя, что такие показатели, как усадка и однородность цвета, остаются в пределах допусков на протяжении длительных производственных циклов.
Основное экструзионное оборудование
Полностью интегрированный экструзионная линия Включает в себя не только цилиндр экструдера, но и ряд вспомогательных устройств, синхронизированная работа которых обеспечивает надежность процесса и однородность продукции. Основные узлы включают:
- Бункер и питатель: Сырой полимер поступает в экструдер через бункер и плавно регулируемый питатель. В системах подачи, использующих влагочувствительные смолы, предусмотрены дополнительные модули сушки для снижения содержания влаги в массе, что предотвращает нестабильность потока и аномалии поверхности.
- Ствол и винт: Полимер плавится и гомогенизируется в нагреваемом цилиндре, оснащённом точно спроектированным шнеком. Геометрия спиральных элементов, шаг и зоны сжатия варьируются в зависимости от реологии материала и спецификации продукта, что напрямую влияет на термическую историю, сдвиг и время пребывания.
- Фильера: Расплавленный материал поступает в фильеру, спроектированную для получения конечной формы, будь то сплошная, полая или профильная. Численное моделирование течения определяет геометрию фильеры, минимизируя поверхностные и внутренние напряжения, обеспечивая контролируемые размеры и точные размеры.
- Система охлаждения: профиль закаливается до твёрдого состояния равномерным направленным холодным фронтом с использованием противоточных водяных ванн, форсунок с принудительной подачей воздуха или двухленточных термовалков. Таким образом, достигается релаксация напряжений в штампе и стабилизация размеров при скорости охлаждения, соответствующей условиям применения.
- Извлекатель и резак: Извлекатель с регулируемой скоростью захватывает затвердевший продукт, предотвращая его ослабление и обеспечивая постоянство выходного потока. Точная резка достигается вращающимися или лезвийными ножами с помощью синхронизированного программируемого привода ножниц.
- Системы управления: Автоматизация процессов использует распределенную архитектуру управления для контроля зон цилиндра, давления в пресс-форме, нагрузки на привод и скорости подачи материала через программируемые логические контроллеры и сенсорные человеко-машинные интерфейсы. Сигнализации об отклонениях процесса и замкнутые контуры управления обеспечивают стабильную обработку в режиме реального времени.
В совокупности эти вспомогательные модули оптимизируют производительность, энергопотребление и целостность продукта, преобразуя исходный полимер в готовую экструзию с масштабируемой промышленной эффективностью.
Выбор правильного экструдера для пластика
Выбор подходящего экструдера для пластика имеет решающее значение для достижения как целевых показателей производительности, так и характеристик продукта. Необходимо тщательно оценить следующие критерии:
- Соответствие материала: убедитесь, что машина разработана для марки смолы, которую планируется обрабатывать, независимо от того, подходит ли кандидат поливинил хлорид (ПВХ), полиэтилен (ПЭ) или другой полимер.
- Требования к производительности: выберите экструдер с необходимой производительностью. Одношнековые конфигурации обычно эффективны для небольших объемов производства, тогда как двухшнековые установки отлично подходят для крупномасштабных многопрофильных применений.
- Спецификации детали: оценка геометрических допусков, эстетических требований и эксплуатационных характеристик готовой детали. Эти параметры определяют решения по оптимизации профиля штампа, цилиндра и шнека.
- Энергоэффективность: отдавайте предпочтение моделям, включающим в себя современную схему контроля температуры, приводы с регулируемой скоростью и нагреватели с ультранизкими потерями, что обеспечивает ощутимое снижение удельного потребления энергии.
- Доступность для обслуживания: ищите конструкции, обеспечивающие лёгкий доступ к зонам износа, нагревательным элементам и узлам привода, а также автоматические циклы продувки или очистки. Такие особенности сокращают время обслуживания и увеличивают средний срок службы на отказ.
- Партнерство в сфере обслуживания: привлекайте проверенных поставщиков, которые обеспечивают оперативную поставку важных запасных компонентов, обучение операторов и специалистов по техническому обслуживанию, а также круглосуточную поддержку в устранении неисправностей.
Внедрение оценочной системы по всем шести критериям гарантирует, что выбранный экструдер функционально интегрируется в текущие операции и стабильно выпускает продукцию, изготовленную в точном соответствии с допусками и спецификациями.
Экструзионные матрицы и их значение
Типы экструзионных фильер
Каждая экструзионная головка служит инструментом окончательного контурирования при преобразовании расплавленного полимера в изделия с улучшенной функциональной геометрией. Выбор головки определяется размерами и характеристиками готового изделия. В настоящее время используются следующие режимы масштабирования:
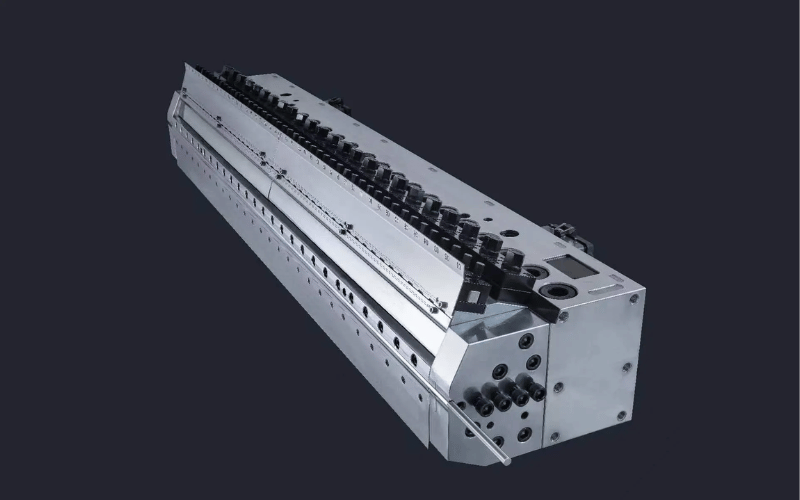
- Плоские листовые штампы: Они производят ламинаты в двух измерениях, используя щелевые полости, которые обеспечивают однородное распределение макромолекул и равномерную толщину за счет направляющих линий потока, сформированных путем натяжения.
- Трубные и трубчатые штампы: они формируют цилиндрические полости с помощью автоматически охлаждаемых оправок, контролируя зазор штампа и расстояние между оправками для достижения жестких допусков на внешний профиль и внутреннее отверстие.
- Профильные штампы: профилированные полости, контур которых соответствует критериям продукта, преобразуют полимер в автомобильные, архитектурные или промышленные компоненты отделки с зарегистрированной ответственностью за каждый вариант границы расплава.
- Фильеры для получения пленки с раздувом: эти компактные трубчатые геометрические элементы на кромке фильеры затем коаксиально аэрируют потоки полимера через вращающиеся лопасти для получения двухслойных или первичных композитных пленок микрометрической толщины.
- Фильеры для совместной экструзии: чередующиеся каналы расплава увеличивают количество потоков расплава, проходящих через штабелируемую фильеру, что позволяет формировать функциональные антиподные оболочки или многослойные сердечники с блокировкой диффузии за один цикл вспенивания или охлаждения.
Необходимость точного проектирования путей потока наиболее четко определяет конфигурацию головки, позволяя соотносить свойства, заложенные на этапе проектирования, с реализуемыми характеристиками.
Конструктивные особенности экструзионных головок
Конфигурация экструзионной головки критически важна для эффективности работы и целостности продукта. Эффективная конструкция должна учитывать следующие элементы:
- Траектория движения материала: каналы должны способствовать формированию однородного фронта полимера, чтобы избежать ламинарной сегрегации, колебаний толщины и аномалий поверхности. Геометрия параметрически оптимизирована для ограничения градиента давления и подавления объемных вихрей внутри контура.
- Подложка штампа: Обычные сплавы, такие как быстрорежущая сталь и улучшенные термообработанные карбиды, выбираются с учётом прочности на разрыв при температурах выше точки плавления и инертности к коррозионным смазкам штампа. Толщина основания рассчитывается таким образом, чтобы увеличить интервалы технического обслуживания за счёт минимизации износа.
- Геометрическая точность: зональные допуски, определяющие глубину полости, шаг контура и наклон посадочной площадки, должны находиться в микрометровом диапазоне, чтобы отражать геометрию чертежа. Такая точность предотвращает отклонения, превышающие допустимые нормы, и образование брака при повторной обработке.
- Интуитивное обслуживание: легкодоступные защёлки отверстий, индексированные направляющие штифты и сегментированная архитектура рукавов сокращают циклы гигиенической обработки. Ручное отсоединение подсистем гарантированно осуществляется в течение заданного количества минут, что сокращает перерывы в производстве, связанные с повторной аттестацией материалов.
- Тепловое выравнивание: встроенные микроканалы или спиральные нагреватели с внешним питанием обеспечивают сужение стационарных зон +/- 2 Кельвина по всей длине полости. Тепловая инерция динамически калибруется для снижения потерь производительности из-за холодных наконечников кристалла или термических перенапряжений.
В совокупности достаточный выход продукции разблокируется, и развернутые рабочие циклы сохраняются за счет соответствия этим параметрам во время прототипирования штампа.
Влияние штампов на качество продукции
Качество экструзионной головки играет решающую роль в обеспечении конечного качества изготавливаемой детали. Правильная конструкция головки и строгий уход обеспечивают ряд важных преимуществ.
- Точность размеров достигается за счет тщательного выравнивания половин штампа и периодической повторной калибровки, что позволяет изготавливать детали, соответствующие строгим допускам, и сводить к минимуму количество брака.
- Целостность поверхности достигает оптимального уровня, когда канал фильеры отполирован, а расплав равномерно ускоряется, тем самым подавляя такие распространенные дефекты, как волнистость или линии на фильере.
- Равномерность толщины обеспечивается за счет конусных или контурных путей потока, которые подают параллельные потоки материала, тем самым предотвращая колебания градиента, которые могут ослабить критические области.
- Геометрия штампа также определяет термическую и сдвиговую историю материала, тем самым модулируя конечные характеристики, такие как прочность на растяжение, предел текучести и долговременная стабильность.
Приоритетное приобретение высококачественных штампов и планирование превентивных мер необходимы производителям, стремящимся к получению результатов производства, которые постоянно соответствуют или превосходят договорные и нормативные требования.
Исследования и применение в области обработки материалов
Исследования в области пластиковых материалов для экструзии
Постоянный прогресс в технологии производства пластмасс расширил область применения и повысил точность процессов экструзии. Исследователи концентрируют усилия на разработке новых смол и совершенствовании существующих систем для удовлетворения строгих требований различных отраслей экономики. Среди важных направлений исследований:
- Высокопроизводительные полимеры: исследования полиэфирэфиркетона (ПЭЭК) и полифениленсульфида (ПФС) направлены на синтез компонентов, характеризующихся исключительной прочностью на разрыв, термостойкостью и химической инертностью.
- Биоразлагаемые пластмассы: Количественные требования к загрязнению пластиком привели к повышенному вниманию к изучению полимолочной кислоты (PLA) и полигидроксиалканоатов (PHA). Программы направлены на создание изделий, способных к полному удалению при полном сроке службы и обладающих механическими характеристиками, сопоставимыми с существующими смолами.
- Переработка пластика: Тактическая ассимиляция потребительских и промышленных отходов в экструзионном производстве привлекла пристальное внимание. Прогресс в области автоматизированной сортировки, усовершенствованных протоколов очистки и точно контролируемых архитектур измельчения делает переработанные материалы неотличимыми по точности от первичных аналогов.
- Архитектуры добавок in-situ: Оптимизированное включение органомодифицированных глин, графита и структурных углеродных волокон обеспечивает повышение модуля упругости, термодиффузии и ударной стойкости. Модели демонстрируют практические и экономические преимущества этих составов для сложных условий применения.
В совокупности эти стратегические направления предоставляют переработчикам возможность разрабатывать характерные термопласты — с одновременными финансовыми, эксплуатационными и экологическими преимуществами — демонстрируя более четкое направленное соответствие идентифицируемым макросам применения.
Применение экструзии пластика в промышленности
Экструзия пластика стала высокоадаптируемым методом, позволяющим производить продукцию, необходимую для многих отраслей современного производства. Непрерывное формование расплавленного полимера в изделия одинакового сечения обеспечивает как функциональные, так и экономические преимущества:
- Строительство: Экструдированные профили играют важнейшую роль в трубопроводах, оконных конструкциях и теплоизоляции. Их внутренняя устойчивость к химическому воздействию и проникновению влаги обеспечивает длительный срок службы в суровых условиях эксплуатации.
- Упаковка: Литые и выдувные плёнки, жёсткие листы и вакуумформованные лотки, изготовленные методом экструзии, доминируют на рынках продуктов питания и потребительских товаров. Превосходные барьерные свойства в сочетании с уменьшенной массой и конкурентоспособной стоимостью улучшают как логистику, так и привлекательность товара на полке.
- Автомобильная промышленность: Экструдированные профили, включая периметральные уплотнители, декоративные накладки и энергопоглощающие профили, прочно вошли в состав автомобильных узлов. Их лёгкий вес, энергопоглощающие свойства в сочетании с устойчивостью к нагреву, ультрафиолетовому излучению и химическим веществам повышают общую долговечность.
- Медицина: трубки, стержни катетеров и стерилизуемые блистерные упаковки, изготовленные методом экструзии с точно контролируемыми размерами, соответствуют строгим функциональным и гигиеническим требованиям отрасли. Ключевыми отличительными особенностями являются валидация по стандартам биосовместимости и замкнутый цикл производства.
- Потребительские товары: корпусы, внутренняя отделка бытовой техники и оболочки кабелей выигрывают от многофункциональности экструдированных марок. Конкурентоспособность, жёсткие допуски и возможность изменения отделки поверхности делают эту технологию привлекательной на рынках с высоким объёмом производства.
Благодаря экономически эффективной геометрии, химическому составу и температуре обработки экструзия продолжает расширять свое применение за пределы традиционных сфер применения, поддерживая производство в географически и функционально дифференцированных отраслях.
Будущие тенденции в области экструзии пластика
Прогнозы развития экструзии пластика указывают на то, что в ней всё большее влияние будут оказывать технологическое совершенствование и экологическая ответственность. Среди основных перспективных направлений можно выделить следующие:
- Интеллектуальные экструзионные платформы: Продолжающаяся конвергенция Интернета вещей и искусственного интеллекта обеспечивает непрерывный контроль и корректировку параметров экструзии. Такие платформы обеспечивают повышение энергоэффективности и эффективности использования материалов, снижение процента брака и повышение точности размеров.
- Экологически сознательные протоколы: решительная переориентация на устойчивое развитие предполагает более широкое использование механически переработанного и биопроизводного сырья, а также программ, направленных на сокращение потребления энергии и минимизацию отходов.
- Интегрированная аддитивная экструзия: сочетание традиционных процессов экструзии с нанесением аддитивных слоев позволяет изготавливать изделия сложной геометрии, характеризующиеся малой массой и геометрической свободой, тем самым ускоряя итеративное проектирование в мелкосерийном производстве.
- Сырье нового поколения: Постоянные междисциплинарные исследования приводят к созданию высокопроизводительных ламинированных и многофункциональных полимеров, расширяя ресурс применяемых материалов для сред с исключительными термическими и механическими нагрузками, в том числе в аэрокосмической отрасли и в сфере наук о жизни.
- Атлас автоматизации и робототехники: Расширенная интеграция автономного управления, включая роботов с визуальным управлением, стандартизирует время цикла, повышает повторяемость и устраняет ручную вариативность, тем самым сокращая непредсказуемые трудозатраты и снижая удельные затраты.
В совокупности эти пути демонстрируют способность технологии экструзии к развитию, отвечая на сходящиеся на одной волне требования рационального использования ресурсов, диверсификации применения и масштабируемости производства.
Часто задаваемые вопросы
В: Что такое процесс экструзии и как он связан с экструдерами?
О: Процесс экструзии подразумевает продавливание материала через фильеру для создания изделия заданной формы или профиля. Экструдеры играют ключевую роль в этом процессе, превращая сырые пластиковые гранулы в расплавленный полимер, который затем формуется в такие изделия, как листы, плёнки или трубы. Эффективность и качество процесс экструзии зависят от конструкции экструдера и свойств обрабатываемых материалов.
В: Как конструкция шнека влияет на производительность экструдера для пластика?
A: Конструкция шнека критически важна для производительности экструдера для пластика. Правильно спроектированный шнек обеспечивает эффективное смешивание, плавление и транспортировку пластика, что напрямую влияет на качество продукта. Такие факторы, как длина шнека, диаметр и глубина канала, влияют на температуру расплава и характеристики текучести, что обеспечивает получение стабильно высокого качества экструдированных изделий.
В: Что такое двухшнековые экструдеры и каковы их преимущества при переработке пластмасс?
A: Двухшнековые экструдеры оснащены двумя взаимозацепляющимися шнеками, что обеспечивает превосходные характеристики смешивания и компаундирования по сравнению с одношнековыми экструдерами. Они обеспечивают лучший контроль над процессом экструзии, что делает их идеальными для применений, требующих точного смешивания добавок, наполнителей или переработанного пластика. Двухшнековые экструдеры особенно эффективны для высокопроизводительных процессов и материалов, требующих тщательной гомогенизации.
В: Можете ли вы объяснить важность температуры расплава в процессе экструзии?
A: Температура расплава играет решающую роль в процессе экструзии, поскольку определяет вязкость и текучесть расплава полимера. Поддержание правильной температуры расплава обеспечивает равномерную экструзию и высокое качество продукта. Если температура слишком низкая, материал может не обладать необходимой текучестью; если слишком высокая, полимер может деградировать, что приводит к дефектам конечного продукта.
В: Какие типы экструзионного оборудования используются при производстве пластмасс?
A: При производстве пластмасс используются различные типы экструзионного оборудования, в том числе:
- Одношнековые экструдеры: Идеально подходит для простых применений, таких как трубы, листы и пленки.
- Двухшнековые экструдеры: Лучше всего подходит для сложных процессов, требующих тщательного смешивания и компаундирования.
- Экструзионные матрицы: Разработано для конкретных применений, таких как экструзия листов или покрытие.
Каждый тип оборудования выбирается на основе свойств материала и требований к продукту для обеспечения эффективной и производительной обработки.
В: Что такое совместная экструзия и какую пользу она приносит пластиковым изделиям?
A: Коэкструзия подразумевает одновременную экструзию нескольких слоёв различных материалов для создания единого продукта с улучшенными свойствами. Этот процесс позволяет производителям комбинировать материалы с уникальными характеристиками, такими как улучшенные барьерные свойства или эстетичный внешний вид. Коэкструзионные изделия широко используются в упаковочной, строительной и других отраслях, где функциональность и универсальность имеют решающее значение.
В: Как экструзионные матрицы влияют на конечную форму экструдированных изделий?
A: Экструзионные головки определяют конечную форму, размеры и качество поверхности экструдированных изделий. Конструкция и конфигурация головки контролируют поток расплавленного пластика, обеспечивая равномерное заполнение полости головки материалом. Точность конструкции головки имеет решающее значение для достижения равномерной толщины, гладкости поверхности и соответствия стандартам качества продукции.
В: Что такое одношнековая экструзия и где она обычно применяется?
A: Одношнековая экструзия использует один шнек для продавливания материала через цилиндр экструдера, расплавляя его и придавая ему желаемую форму. Этот метод широко применяется для производства таких изделий, как трубы, плёнки и листы. Простота, эффективность и экономичность делают его популярным во многих отраслях промышленности, хотя он может не обладать такими передовыми возможностями смешивания, как двухшнековые системы.
В: Каковы преимущества использования переработанного пластика в процессах экструзии?
A: Использование переработанного пластика в процессах экструзии имеет ряд преимуществ, в том числе:
- Воздействие на окружающую среду: Сокращает количество пластиковых отходов и поддерживает циклическую экономику.
- Экономия средств: Снижает затраты на материалы за счет повторного использования существующих пластмасс.
- Устойчивость: Достижения в области экструзионной технологии позволяют производителям использовать переработанные материалы без ущерба для качества продукции.
Переработанный пластик может быть преобразован в высококачественную продукцию, что делает его экологически безопасным и экономически эффективным выбором для современного производства.
Заключительное резюме
Экструзия пластика остаётся динамичным столпом современного производства, сочетая в себе эффективность и широкую адаптивность. Постоянное совершенствование геометрии шнека и цилиндра, прецизионной оснастки и новых полимерных составов позволяет производителям создавать надёжные, ресурсоэффективные решения с конкурентоспособной экономичностью. Внедрение сенсорного управления процессами, оптимизации энергопотребления в замкнутом цикле и экологически ответственного выбора материалов постепенно расширяет операционный диапазон экструзии, обеспечивая снижение углеродного следа и ускорение цикла. В совокупности эти тенденции укрепляют стратегическое первенство экструзии, позволяя этому процессу соответствовать новым функциональным требованиям в упаковочной, автомобильной и биомедицинской отраслях. Если инновационные тенденции сохранятся, этот процесс сохранит свою каталитическую роль на заводе будущего, гарантируя, что его преимущества будут соответствовать меняющимся параметрам мирового производства.


