


















Die Kunststoffextrusion ist ein zentrales Fertigungsverfahren, bei dem thermoplastische Basiskunststoffe in gleichmäßig dimensionierte, kontinuierliche Profile umgewandelt werden, die stets die Qualitätsanforderungen erfüllen. Ob bei der Herstellung von Rohren, Folien, komplexen geometrischen Profilen oder Platten – die Technologie ist in zahlreichen Branchen von Nutzen, darunter Bau, Verpackung, Automobil und Gesundheitswesen. Hochmoderne Maschinen – Einschneckenextruder sowie gleich- oder gegenläufige Doppelschneckenextruder – erhitzen, mischen und pressen das geschmolzene Polymer durch kundenspezifische Düsen, um die endgültige Geometrie zu erreichen. Vorteile wie hohe Volumenleistung, Vielseitigkeit über eine breite Polymerpalette hinweg und die Möglichkeit zur komplexen Querschnittsgestaltung haben der Extrusion ihren Platz als grundlegendes Element der modernen Fertigung gesichert. Dieser Artikel untersucht die Funktionsprinzipien der Extrusion, gibt einen Überblick über die relevanten Gerätearchitekturen und gibt einen Überblick über die neuesten Entwicklungen, die das Fachgebiet neu definieren werden.
Den Extrusionsprozess verstehen
Was ist Kunststoffextrusion?
Kunststoffextrusion ist ein optimiertes Herstellungsverfahren zur Herstellung von Endlosprofilen – wie Rohren, Platten und Folien – durch Verflüssigung und Formung thermoplastischer Materialien. Der Vorgang beginnt mit der Zufuhr gleichmäßiger Pellets oder Granulate in einen präzise kalibrierten Extruder. Dort wird das geschmolzene Polymer durch kontrollierte Scher- und Wärmeenergie verschmolzen, homogenisiert und anschließend durch eine geformte Düse gepresst, wodurch ein gleichmäßiger Querschnitt entsteht. Die inhärente Fähigkeit zum Dauerbetrieb, die Anpassungsfähigkeit an unterschiedliche Polymerformulierungen und der hohe Durchsatz machen die Technologie zu einem Eckpfeiler für Branchen vom Bauingenieurwesen bis hin zu flexiblen Verpackungen. Sie liefert Teile mit hervorragender Maßgenauigkeit und Oberflächengüte.
Schlüsselkomponenten des Extrusionsprozesses
Der Extrusionsvorgang wird durch eine Reihe von Baugruppen unterstützt, die jeweils so kalibriert sind, dass sie einen wiederholbaren Durchsatz und mikrostrukturelle Integrität gewährleisten:
- Rohfeststoffförderer: Diese Schwerkraft- oder mechanisch gerührte Kammer dient als Kanal für die Polymerzufuhr. Sie wird typischerweise durch einen thermischen Desorber oder eine inerte Entlüftung ergänzt, um die Hydratisierung des Ausgangsmaterials und die hygroskopische Reaktivität zu minimieren. Dieser vorbereitende Schritt ist entscheidend für die Verlängerung der thermischen Stabilität des Polymers.
- Förderbogen: Eine spiralförmige Schnecke, die an einen wärmeisolierten oder innengekühlten Zylinder angrenzt, wendet additive thermische, kompressive und Scherkräfte an. Profilgeometrie, Zufuhrkompressionszone und Verfestigungsverhältnis der Schnecke sind die wichtigsten Konstruktionsfaktoren, die Materialemulgierung, Homogenität und Schmelzedurchsatz bestimmen.
- Wärmeregler-Trajektorie: Die Installation von Strahlungs- oder Umwälzthermohülsen in Verbindung mit Thermoelement-Rückkopplung und elektrischer oder Umwälzkühlung sorgt für eine kalibrierte Wärmetrajektorie, die das Schmelzsegment gleichmäßig durch ein definiertes Wärmefeld führt, um Polymerranzigwerden und hydrolytischem Abbau vorzubeugen.
- Matrize: Die Matrize prägt dem geschmolzenen Thermoplast das endgültige geometrische Profil. Ihre geometrische und thermische Gestaltung bestimmt direkt die Teilelänge, Wandstärke und Oberflächeneigenschaften und bestimmt letztendlich die mechanische und optische Leistung.
- Kühlsystem: Unmittelbar nach dem Austritt aus der Düse gelangt das Produkt in eine kontrollierte Wärmemanagementzone. Wassergekühlte Rinnen, Hochgeschwindigkeitsluftströme oder gekühlte Hochglanzwalzen entfernen überschüssige Wärme, stabilisieren das Profil und fixieren es im gewünschten kristallinen oder amorphen Zustand.
- Abzieher und Schneide: Koordinierte Servo- oder mechanische Abzieher sorgen für eine konstante Lineargeschwindigkeit und minimieren Abweichungen und Verformungen. Nachfolgende Rotations- oder Linearschneider, kalibriert auf die Nennlänge und toleriert auf die Nennlänge des Teils, garantieren eine fehlerfreie, transportfertige Kante. Die Synchronisierung mit der Abziehergeschwindigkeit gewährleistet Maßgenauigkeit über die gesamte Länge des Extrudats.
Die Integration dieser Subsysteme ist von entscheidender Bedeutung, um systematische Reproduzierbarkeit, Maßkontrolle und die Beibehaltung der thermischen Integrität über lange Produktionskampagnen hinweg zu erreichen.
Bedeutung gleichbleibender Qualität bei der Extrusion
Die Gewährleistung einer gleichbleibenden Qualität in der Kunststoffextrusion ist eine Voraussetzung für die Einhaltung strenger Produkttoleranzen und die Erhaltung des Kundenvertrauens. Qualitätsabweichungen führen nicht nur zu sichtbaren Mängeln, sondern auch zu Materialausschuss, Bearbeitungsüberschreitungen und höheren Kosten. Die Gewährleistung einer gleichbleibenden Qualität wird durch mehrere sich ergänzende Variablen gewährleistet:
- Charakterisierung des Ausgangsmaterials: Die Verwendung gleichmäßig abgestufter Harze mit geringem Feuchtigkeitsgehalt gewährleistet eine homogene Wärmeentwicklung im gesamten Extruderzylinder und verringert so die Materialentmischung und spätere Hohlraumbildung.
- Wärmeregulierung: Eine präzise Thermostatregelung in Verbindung mit sorgfältig zugeordneten Wärmezonen verringert die thermische Oxidation und die Variabilität der Formschere und gewährleistet eine dauerhafte, reproduzierbare Schmelzviskosität.
- Düsenkalibrierung: Düsen, die mit infinitesimalen Winkel- und Axialtoleranzen installiert werden, ergeben Extrudate mit der angegebenen Querschnittsgeometrie und optischen Oberflächenqualität und, im weiteren Sinne, einer deutlich reduzierten Tendenz zur Coextrusion von Scherfilamenten.
- Predictive Servicing: Regelmäßige vorausschauende Wartung in Verbindung mit autonomen Überwachungssensoren verhindert Abweichungen und Leistungsverluste. Dadurch wird die Durchsatzkonsistenz verbessert und die Maschinenverfügbarkeit gewährleistet.
Wenn Unternehmen diese Einflussfaktoren systematisch berücksichtigen, erweist sich die stationäre Extrusion nicht nur als nachweisbare technische Errungenschaft, sondern auch als finanziell sinnvoller Mechanismus zur Herstellung skalierter Viskosität.
Arten von Extrudern
Einschneckenextruder
Einschneckenextruder stellen in der Kunststoffproduktion die vorherrschende Extruderbauform dar. Ihre Anpassungsfähigkeit, die geringen Anfangsinvestitionen und die Kompatibilität mit unterschiedlichsten Produkten – von Rohrleitungen bis hin zur Dünnschicht- und Plattenproduktion – tragen zu ihrer anhaltenden Verbreitung bei.
- Funktionsprinzip: Im beheizten Rohrgehäuse dreht sich eine einzelne, spiralförmig gerillte Schnecke, um das Polymer zu fördern, zu schmelzen und gleichmäßig zu verteilen, bevor es durch eine Formdüse geleitet wird. Variationen in Schneckenlänge, Steigung und Tiefe, abgestimmt auf das gewählte Polymer, bestimmen die thermische, mechanische und Verweilzeiteffizienz.
- Hauptanwendungen: Einschneckenextruder eignen sich am besten für den kontinuierlichen Betrieb, der sich durch geringe Scherung, schonende thermische Belastung und begrenzte Additivierung auszeichnet. Typische Märkte umfassen Rohrextrusion, flexible und starre Platten und Folien sowie die Herstellung von Konsum- und Gebrauchsgütern des täglichen Bedarfs.
- Hauptmerkmale: Betreiber bevorzugen diese Maschinen aufgrund ihrer Betriebstransparenz, der einfachen Wartung und der einfachen Anpassung der Produktionsleistung über Schneckenkapazität und Matrizengeometrie. Ihre Konstruktion ist zudem von Natur aus energieeffizient, was zu niedrigeren Betriebskosten und weniger CO2-Emissionen führt.
Die Beschränkungen einer Einschneckenkonstruktion ergeben sich jedoch durch die Entwicklung immer komplexerer Harzsysteme, darunter solche mit erhöhten Füllgraden, Mehrkomponentenmischungen oder technischen Polymeren, die aggressivere Wärme- und Schervorgänge erfordern – Bedingungen, unter denen Schmelzverlauf und Schmelzhomogenität nicht durchgängig gewährleistet werden können.
Doppelschneckenextruder
Doppelschneckenextruder beherbergen zwei synchronisierte, ineinandergreifende Schnecken in einem thermisch geregelten Zylinder. Dadurch werden die Verweilzeitverteilung, der mechanische und thermische Energieeintrag und damit die Dispersionseffektivität von Füllstoffen, Verstärkungsstoffen und thermischen Stabilisatoren deutlich verbessert. Diese Maschinen werden in zwei primären Rotationskonfigurationen hergestellt: beide Schnecken rotieren in die gleiche Richtung (gleichläufig) oder in entgegengesetzte Richtung (gegenläufig).
- Funktionsweise: Jede Schnecke in einem gleichläufigen Doppelschneckenextruder rotiert synchron und erzeugt durch die gegenläufige Spiralgeometrie tangentiale Scherkräfte und axiales Pumpen. Diese koordinierte Bewegung maximiert die Materialbewegung und minimiert Totzonen. Die daraus resultierende Kombination aus hoher Scherkraft und umfassendem axialen Transport verteilt Additive, Füllstoffe und Verstärkungsmittel gründlich im Basispolymer und verbessert so die Gesamtintegrität der Schmelze.
- Anwendungen: Diese Maschinen sind die bevorzugte Plattform in der Compoundierung, Masterbatch-Produktion, und die Extrusion von Spezialthermoplasten, bei denen die thermische und rheologische Steuerung entscheidend ist. Sie eignen sich gleichermaßen für die Homogenisierung wärmeempfindlicher Polymere und garantieren einen minimalen thermischen Abbau in Hochleistungsformulierungen, die eine feine Mikrostrukturkontrolle erfordern.
- Vorteile: Die unabhängige thermische Regelung der Zufuhr-, Schmelz- und Austragszonen erhöht die Prozessstabilität. Die präzise, programmierbare Verweilzeit im verlängerten Zylinder ermöglicht eine präzise Kontrolle von Schmelztemperatur, Scherung und Scherverlauf. Dadurch können Formulierer rheologische und mechanische Eigenschaftsverläufe mit hoher Reproduzierbarkeit gezielt anpassen. Die gleichläufige Konfiguration zeichnet sich durch ihre Fähigkeit aus, hochgefüllte und hochviskose Zufuhrströme zu verarbeiten.
Obwohl die mechanische Konfiguration höhere Kapitalkosten und einen höheren Wartungsaufwand mit sich bringt als Einschneckenextruder, rechtfertigen die erweiterte Materialkompatibilität, die minimalen Temperaturschwankungen und die reproduzierbare Eigenschaftskontrolle die Investition in technologisch anspruchsvolle Märkte.

Gleichläufige Doppelschneckenextruder
Gleichläufige Doppelschneckenextruder zeichnen sich durch eine Geometrie aus, die den parallelen und axialen Transport bei minimaler thermischer Verzögerung maximiert. Die synchronisierte Bewegung beider Schnecken bietet den doppelten Vorteil mechanischer Scherung und Zwangskonvektion und erzeugt eine leichte Selbstreinigungswirkung, die die Schneckenoberflächen sauber abstreift.
- Funktionsweise: Ineinandergreifende Zylinderabschnitte erzeugen eine Abfolge von hochscherenden, laminaren und turbulenten Scherzonen innerhalb eines 180-Grad-Transportwinkels. Dies wird mit einem segmentierten Zylinderdesign kombiniert, das eine unabhängige Temperaturregelung ermöglicht. Die kontrastierenden Spiralschnecken erzeugen Schergradienten, die Additive gleichmäßig schmelzen, lösen und verteilen. Die daraus resultierende Homogenität der Partikelgröße und der Schmelzphaseneigenschaften ermöglicht es Polymeren, eng definierte Stabilitätsbänder zu erreichen, was zu Hochleistungs-Thermoplasten führt.
- Anwendungen: Gleichläufige Doppelschneckenextruder spielen in Branchen, in denen eine kontrollierte Compoundierung erforderlich ist, eine entscheidende Rolle, darunter in der Automobil-, Elektronik- und Verpackungsindustrie. Ihr Design ist für die Herstellung von Masterbatches, Farbkonzentraten und technischen Thermoplasten optimiert und gewährleistet eine gleichmäßige Dispersion von Additiven und Füllstoffen.
- Vorteile: Die Konfiguration ermöglicht eine hervorragende Mischung bei kompaktem Längen-Durchmesser-Verhältnis und ermöglicht so längere Verweilzeiten ohne Durchsatzeinbußen. Die Kompatibilität mit starren und thermoplastischen Substraten und die Integration spezieller Zufuhröffnungen ermöglichen flexible Rezepturen. Die selbstreinigende Wirkung der ineinandergreifenden Schnecken minimiert den Materialübertrag und ermöglicht so schnelle und effektive Materialübergänge bei minimalem Reinigungsaufwand.
Die Synthese aus beispielloser Mischung und inhärenter Betriebsflexibilität bestätigt, dass gleichläufige Doppelschneckenextruder die führende Ausrüstung für Hersteller sind, die auf überlegene und reproduzierbare Materialspezifikationen abzielen.

Extrusionsgeräte und -maschinen
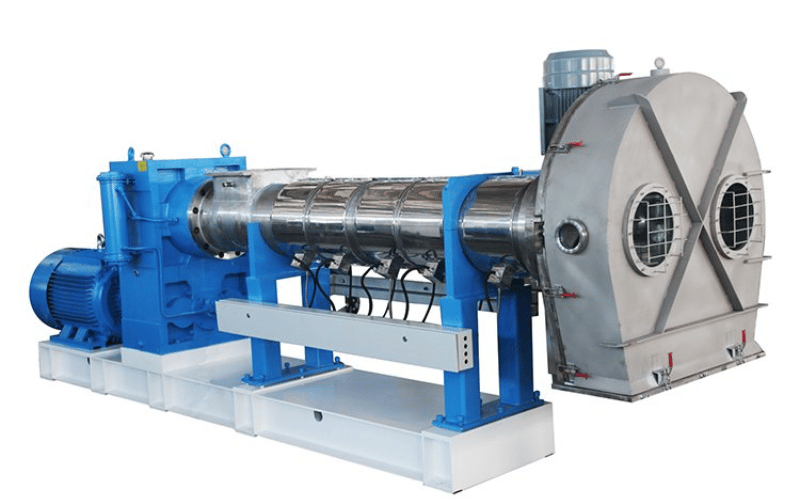
Übersicht Extrudermaschinen
Extrudermaschinen sind nach wie vor der Eckpfeiler der modernen Kunststoffproduktion. Sie sind dafür konzipiert, Ausgangsstoffe in lange, gleichmäßige Geometrien wie Rohre, Platten und Folien umzuwandeln. Die Anlage erhitzt ausgewähltes Harz, bis es vollständig geschmolzen ist. Anschließend wird das flüssige Polymer durch eine Düse gepresst, um das gewünschte Profil zu erzielen.
- Funktionsprinzip: Der Zyklus beginnt, wenn das Harz in einen gravimetrischen oder volumetrischen Dosierer gelangt, der eine kontrollierte Menge in einen entgasten Trichter abgibt. Eine ineinandergreifende oder gleichläufige Doppelschnecke transportiert das frei fließende Material anschließend durch einen thermisch geregelten Zylinder, wo Scherung und Strahlungswärme für ein homogenes Schmelzen sorgen. Die vollständig geschmolzene Masse tritt durch eine Präzisionsdüse aus.
- Einsatzbereich: Extrudersteuerungen der aktuellen Generation finden in so unterschiedlichen Bereichen Anwendung wie dem Bauingenieurwesen, der Fertigung von Automobilkomponenten, flexiblen Verpackungen und Massenmarkt-Konsumgeräten. Ihre hohe Durchsatzleistung, Maßgenauigkeit und Oberflächenintegrität machen sie für die Großserienfertigung unverzichtbar.
Moderne Geräte verfügen über eine intelligente Automatisierung, die Zylinderzonen, Düsendruck und Schneckenprofilgeschwindigkeit kontinuierlich optimiert und so sicherstellt, dass Werte wie Schrumpfung und Farbgleichmäßigkeit während langer Produktionsläufe innerhalb der Toleranzgrenzen bleiben.
Wesentliche Extrusionsausrüstung
Ein vollständig integriertes Extrusionslinie Die Anlage besteht neben dem Extruderzylinder aus mehreren Zusatzaggregaten, deren synchronisierter Betrieb die Prozesssicherheit und Produktkonsistenz gewährleistet. Zu den wichtigsten Baugruppen gehören:
- Trichter und Zuführung: Das Rohpolymer gelangt über einen Trichter und eine stufenlos regelbare Zuführung in den Extruder. Bei Zuführungskonstruktionen für feuchtigkeitsempfindliche Harze sind optionale Trocknungsmodule integriert, um die Feuchtigkeit im Material zu reduzieren und so Fließinstabilitäten und Oberflächenanomalien zu vermeiden.
- Zylinder und Schraube: Das Polymer wird in einem beheizten Zylinder mit einer präzise konstruierten Schnecke geschmolzen und homogenisiert. Die Geometrie, Steigung und Kompressionszonen des Spiralelements werden je nach Materialrheologie und Produktspezifikation variiert, wodurch Wärmeverlauf, Scherung und Verweilzeit direkt gesteuert werden.
- Matrize: Geschmolzenes Material fließt in einer Matrize zusammen, die für die endgültige Form – ob massiv, hohl oder profiliert – konstruiert wurde. Numerische Strömungssimulationen bestimmen die Geometrie der Matrize, um Oberflächen- und Innenspannungen zu minimieren und so kontrollierte Abmessungen und exakte Maße zu erzielen.
- Kühlsystem: Das geformte Profil wird durch eine gleichmäßige, gerichtete Kaltfront mittels Gegenstrom-Wasserbädern, Druckluftdüsen oder Doppelband-Thermowalzen bis zur Erstarrung abgeschreckt. So werden Spannungsabbau und Dimensionsstabilisierung bei anwendungsrelevanten Abkühlraten erreicht.
- Abzieher und Schneide: Ein Abzieher mit variabler Geschwindigkeit greift in das erstarrte Produkt ein, um eine Entspannung zu verhindern und die Konsistenz des Ergebnisses zu gewährleisten. Der präzise Schnitt wird mit rotierenden oder Klingenmessern erreicht, die durch einen synchronisierten, programmierbaren Scherenantrieb erreicht werden.
- Steuerungssysteme: Die Prozessautomatisierung nutzt eine verteilte Steuerungsarchitektur zur Überwachung von Zylinderzonen, Matrizendruck, Antriebslast und Materialzufuhr über speicherprogrammierbare Steuerungen und Touchscreen-Mensch-Maschine-Schnittstellen. Alarme bei Prozessabweichungen und geschlossene Regelkreise sorgen für eine stabile Verarbeitung in Echtzeit.
Gemeinsam optimieren diese Zusatzmodule die Ausgaberate, den Energieverbrauch und die Produktintegrität und wandeln das zugeführte Polymer mit skalierter industrieller Effizienz in fertige Extrusion um.
Auswahl des richtigen Kunststoffextruders
Die Auswahl eines geeigneten Kunststoffextruders ist entscheidend für die Erfüllung der Durchsatzziele und Produktspezifikationen. Folgende Kriterien müssen sorgfältig geprüft werden:
- Materialübereinstimmung: Stellen Sie sicher, dass die Maschine für die zu verarbeitende Harzsorte ausgelegt ist, ob der Kandidat Polyvinylchlorid (PVC), Polyethylen (PE) oder ein anderes Polymer.
- Durchsatzanforderungen: Wählen Sie einen Extruder mit der erforderlichen Durchsatzleistung. Einschnecken-Konfigurationen eignen sich in der Regel für kleinere Durchsätze, während Doppelschnecken-Einheiten sich für groß angelegte, vielseitige Anwendungen eignen.
- Teilespezifikationen: Bewerten Sie die geometrischen Toleranzen, ästhetischen Anforderungen und Leistungskennzahlen des fertigen Bauteils. Diese Parameter dienen als Entscheidungshilfe für die Optimierung von Matrize, Zylinder und Schneckenprofil.
- Energieeffizienz: Geben Sie Modellen den Vorzug, die über modernste Temperaturregelschaltungen, Antriebe mit variabler Geschwindigkeit und Heizgeräte mit extrem geringen Verlusten verfügen, wodurch sich der spezifische Energieverbrauch messbar senken lässt.
- Wartungszugänglichkeit: Achten Sie auf Designs, die einen einfachen Zugang zu Verschleißzonen, Heizbänken und Antriebsbaugruppen ermöglichen und über automatische Spül- oder Reinigungszyklen verfügen. Solche Eigenschaften verkürzen den Wartungsaufwand und verlängern die mittlere Betriebsdauer zwischen Ausfällen.
- Servicepartnerschaft: Beauftragen Sie Lieferanten mit nachgewiesener Zuverlässigkeit, die wichtige Ersatzteile umgehend bereitstellen, Schulungen für Bediener und Wartungstechniker anbieten und rund um die Uhr Support bei der Fehlerbehebung bieten.
Durch die Implementierung eines Bewertungsrahmens für alle sechs Kriterien wird gewährleistet, dass sich der ausgewählte Extruder funktional in den bestehenden Betrieb integrieren lässt und stets Produkte liefert, die nach präzisen Toleranzen und Spezifikationen hergestellt werden.
Extrusionsdüsen und ihre Bedeutung
Arten von Extrusionsdüsen
Jede Extrusionsdüse dient als entscheidendes Konturierungswerkzeug bei der Umwandlung von geschmolzenem Polymer in verbesserte Funktionsgeometrien. Die Dimensionierung und Leistung des fertigen Bauteils bestimmen die Düsenauswahl. Die derzeit im Maßstab eingesetzten Verfahren sind:
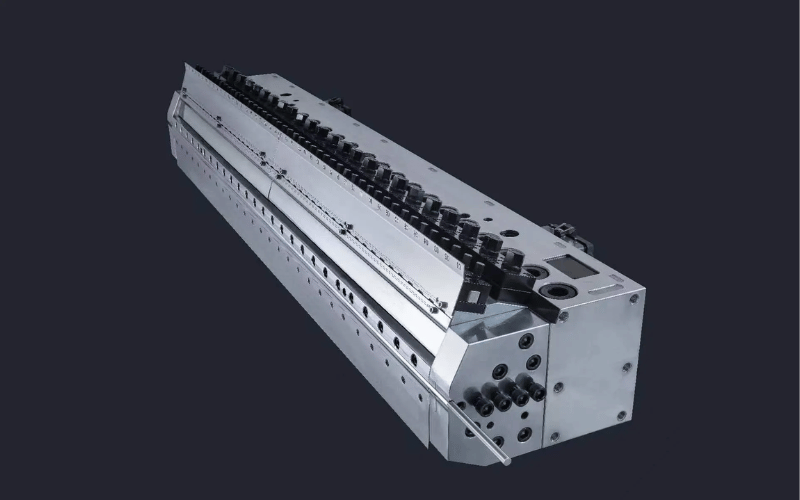
- Flachblechdüsen: Diese liefern Laminate in zwei Dimensionen und verwenden Schlitzhohlräume, die eine homogene makromolekulare Verteilung und gleichmäßige Dicke durch spannungskonturierte Fließbahnen gewährleisten.
- Rohr- und Schlauchmatrizen: Diese konstruieren zylindrische Hohlräume durch automatisch gekühlte Dorne und kontrollieren Matrizenspalt und Dornabstand, um enge Toleranzen am Außenprofil und der Innenbohrung zu erreichen.
- Profilmatrizen: Profilierte Hohlräume, die entsprechend den Produktkriterien konturiert sind, wandeln Polymere in Automobil-, Architektur- oder Industrieverkleidungskomponenten um, mit registrierter Verantwortung für jede Variante der Schmelzgrenze.
- Blasfoliendüsen: Diese kompakten Rohrgeometrien auf einer Düsenlippe belüften dann Polymerströme koaxial durch Rotationsschaufeln, um Doppelschicht- oder Neuverbundfolien mit einer Dicke im Mikrometerbereich zu erzeugen.
- Koextrusionsdüsen: Verschachtelte Schmelzkanäle führen zwei oder mehr Schmelzströme durch eine Stapeldüse, wodurch funktionale antipodische Häute oder diffusionsgesperrte Mehrschichtkerne aus einem einzigen Schäum- oder Kühlhub entstehen können.
Die Notwendigkeit präzise konstruierter Fließwege bestimmt die Matrizenkonfiguration am deutlichsten und ermöglicht es, die in der Entwurfsphase projizierten Eigenschaften mit der realisierbaren Leistung zu korrelieren.
Designüberlegungen für Extrusionsdüsen
Die Konfiguration der Extrusionsdüse ist ein entscheidender Faktor für die Betriebseffizienz und Produktintegrität. Ein effektives Design muss die folgenden Elemente berücksichtigen:
- Materialbahn: Kanäle müssen eine homogene Polymerfront ermöglichen, um laminare Segregation, Dickenschwankungen oder Oberflächenanomalien zu vermeiden. Die Geometrie ist parametrisch optimiert, um den Druckgradienten zu begrenzen und Massenwirbel innerhalb der Kontur zu unterdrücken.
- Matrizensubstrat: Gängige Legierungen wie Schnellarbeitsstahl und verbesserte wärmebehandelte Karbide werden aufgrund ihrer Zugfestigkeit über dem Schmelzpunkt und ihrer Beständigkeit gegenüber korrosiven Matrizenschmierstoffen ausgewählt. Die Basisdicke wird so berechnet, dass die Wartungsintervalle durch Minimierung des mechanischen Verschleißes verlängert werden.
- Geometrische Genauigkeit: Die zonalen Toleranzen für Hohlraumtiefe, Konturneigung und Landeneigung müssen im Mikrometerbereich liegen, um die Geometrie des Bauplans widerzuspiegeln. Diese Genauigkeit verhindert Abweichungen von der Alarmklasse und die Wiederaufbereitung von Ausschuss.
- Intuitive Wartung: Zugängliche Öffnungsriegel, indexierte Führungsstifte und eine segmentierte Hülsenarchitektur verkürzen die Hygienezyklen. Die manuelle Entkopplung des Subsystems erfolgt garantiert innerhalb einer vordefinierten Minutenzahl, wodurch Produktionslücken bei der Materialneuqualifizierung reduziert werden.
- Thermischer Ausgleich: Integrierte Mikrokanäle oder extern gespeiste Spiralheizelemente sorgen für eine Verengung der stationären +/- 2 Kelvin-Bänder entlang der Kavitätslänge. Die thermische Trägheit wird dynamisch kalibriert, um Ausbeuteverluste durch kalte Matrizenspitzen oder thermische Überbeanspruchung zu minimieren.
Durch die Einhaltung dieser Parameter während der Prototypenentwicklung wird insgesamt eine ausreichende Ausbeute erzielt und die eingesetzten Betriebszyklen erhalten.
Einfluss von Matrizen auf die Produktqualität
Die Extrusionsdüse ist ein entscheidender Faktor für die endgültige Qualität des hergestellten Bauteils. Eine geeignete Düsenkonstruktion und eine sorgfältige Wartung bieten mehrere entscheidende Vorteile.
- Maßgenauigkeit wird erreicht, wenn die Formhälften sorgfältig ausgerichtet und regelmäßig neu kalibriert werden. Dadurch entstehen Komponenten, die strengen Toleranzen entsprechen und der Ausschuss minimiert wird.
- Die Oberflächenintegrität erreicht ein optimales Niveau, wenn der Düsenkanal poliert ist und die Schmelze gleichmäßig beschleunigt wird, wodurch häufige Defekte wie Welligkeit oder Düsenlinien unterdrückt werden.
- Die Gleichmäßigkeit der Dicke wird durch konische oder konturierte Fließwege gewährleistet, die parallele Materialströme liefern und so Gradientenschwankungen verhindern, die kritische Bereiche schwächen könnten.
- Die Geometrie der Düse bestimmt außerdem die Wärme- und Schereigenschaften des Materials und beeinflusst somit die endgültigen Eigenschaften wie Zugfestigkeit, Streckgrenze und Langzeitstabilität.
Für Hersteller, die Produkte erzielen möchten, die die vertraglichen und gesetzlichen Bestimmungen stets erfüllen oder übertreffen, ist es unerlässlich, der Beschaffung hochwertiger Matrizen Priorität einzuräumen und vorbeugende Maßnahmen zu planen.
Materialforschung und Verarbeitungsanwendungen
Forschung an Kunststoffmaterialien für die Extrusion
Der kontinuierliche Fortschritt in der Kunststofftechnologie hat den Anwendungsbereich und die Präzision von Extrusionsprozessen erweitert. Forscher konzentrieren sich auf die Entwicklung neuartiger Harze und die Weiterentwicklung etablierter Systeme, um die strengen Anforderungen verschiedener Wirtschaftssektoren zu erfüllen. Wichtige Forschungsbereiche sind:
- Hochleistungspolymere: Untersuchungen an Polyetheretherketon (PEEK) und Polyphenylensulfid (PPS) zielen auf die Synthese von Komponenten ab, die sich durch hervorragende Zugfestigkeit, thermische Beständigkeit und chemische Inertheit auszeichnen.
- Biologisch abbaubare Kunststoffe: Die quantitativen Herausforderungen der Plastikverschmutzung haben zu einer verstärkten Untersuchung der Polymilchsäure (PLA) und Polyhydroxyalkanoate (PHA) geführt. Die Programme zielen darauf ab, Artikel zu entwickeln, die eine vollständige Lebensdauer aufweisen und gleichzeitig mechanische Eigenschaften aufweisen, die mit denen herkömmlicher Harze vergleichbar sind.
- Recycling von Kunststoffen: Die taktische Einbindung von Post-Consumer- und Post-Industrial-Materialien in die Extrusionsfertigung hat besondere Aufmerksamkeit auf sich gezogen. Fortschritte bei der automatisierten Sortierung, fortschrittliche Reinigungsprotokolle und präzise kontrollierte Regranulatarchitekturen führen dazu, dass recycelte Materialien nicht mehr von neuen Materialien zu unterscheiden sind.
- In-situ-Additivarchitekturen: Der gezielte Einsatz von organomodifizierten Tonen, Graphit und strukturellen Kohlenstofffasern wird optimiert, um Modul, Wärmediffusion und Schlagfestigkeit zu verbessern. Modelle zeigen die pragmatischen und wirtschaftlichen Vorteile dieser Formulierungen für anspruchsvolle Anwendungen.
Zusammengenommen ermöglichen diese strategischen Schwerpunkte den Verarbeitern die Entwicklung charakteristischer Thermoplaste, die gleichzeitig finanzielle, leistungsbezogene und ökologische Vorteile bieten und eine klarere Richtungsübereinstimmung mit identifizierbaren Anwendungsmakros aufweisen.
Anwendungen der Kunststoffextrusion in der Industrie
Die Kunststoffextrusion hat sich als äußerst anpassungsfähiges Verfahren erwiesen, mit dem Produkte für zahlreiche Bereiche der modernen Fertigung hergestellt werden können. Durch die kontinuierliche Formung geschmolzenen Polymers zu gleichmäßigen Querschnitten bietet diese Technik sowohl funktionale als auch wirtschaftliche Vorteile:
- Konstruktion: Extrudierte Profile erfüllen wichtige Aufgaben in Rohrleitungen, Fenstern und der Wärmedämmung. Ihre Beständigkeit gegen chemische Angriffe und Feuchtigkeitseintritt sorgt für eine längere Lebensdauer in rauen Umgebungen.
- Verpackung: Gegossene und geblasene Folien, Hartplatten und vakuumgeformte Schalen – hergestellt durch Extrusion – dominieren den Lebensmittel- und Konsumgütermarkt. Überlegene Barriereeigenschaften, kombiniert mit reduziertem Gewicht und wettbewerbsfähigen Kosten, verbessern sowohl die Logistik als auch die Attraktivität im Regal.
- Automobilindustrie: Extrudierte Profile, darunter Randdichtungen, Zierleisten und energieabsorbierende Profile, sind fester Bestandteil von Fahrzeugbaugruppen. Ihr geringes Gewicht, ihre energieabsorbierenden Eigenschaften sowie ihre Beständigkeit gegen Hitze, UV-Strahlung und Chemikalien erhöhen die Gesamthaltbarkeit.
- Medizin: Schläuche, Katheterschäfte und sterilisierbare Blisterpackungen, alle in präzise kontrollierten Abmessungen extrudiert, erfüllen die strengen funktionalen und hygienischen Anforderungen der Branche. Die Validierung nach Biokompatibilitätsstandards und das Closed-Loop-Fertigungsparadigma sind wichtige Unterscheidungsmerkmale.
- Konsumgüter: Gehäuse, Geräteinnenteile und Kabelummantelungen profitieren von der Multifunktionalität extrudierter Werkstoffe. Kostengünstige Produkte, enge Toleranzen und leicht veränderbare Oberflächen machen diese Technologie für Märkte mit hohem Volumen attraktiv.
Durch kosteneffiziente Geometrie, Chemie und Verarbeitungstemperatur erweitert die Extrusion ihren Einflussbereich über die bisherigen Anwendungen hinaus und unterstützt die Fertigung in geografisch und funktional differenzierten Branchen.
Zukünftige Trends in der Kunststoffextrusion
Prognosen für die Kunststoffextrusion deuten auf eine Entwicklung hin, die zunehmend von technologischer Weiterentwicklung und ökologischer Verantwortung geprägt ist. Zu den wichtigsten Entwicklungspfaden zählen:
- Intelligente Extrusionsplattformen: Die fortschreitende Konvergenz von Internet der Dinge und künstlicher Intelligenz ermöglicht die kontinuierliche Überwachung und Anpassung von Extrusionsvariablen. Solche Plattformen sorgen für höhere Energie- und Materialeffizienz, geringere Ausschussraten und eine verbesserte Maßgenauigkeit.
- Umweltbewusste Protokolle: Eine entscheidende Neuausrichtung in Richtung Nachhaltigkeit führt zu einem zunehmenden Einsatz mechanisch recycelter und biologisch gewonnener Rohstoffe sowie zu Programmen zur Energieeinsparung und Abfallminimierung.
- Additiv-integrierte Extrusion: Die Kopplung herkömmlicher Extrusionsverfahren mit additiver Schichtabscheidung ermöglicht die Herstellung komplexer Geometrien mit geringer Masse und geometrischer Freiheit und beschleunigt so das iterative Design bei der Kleinserienfertigung.
- Rohstoffe der nächsten Generation: Kontinuierliche interdisziplinäre Forschung führt zu leistungsfähigen laminierten und multifunktionalen Polymeren und erweitert so die einsetzbaren Materialressourcen für Umgebungen mit außergewöhnlicher thermischer und mechanischer Belastung, einschließlich der Luft- und Raumfahrt sowie der Biowissenschaften.
- Atlas der Automatisierung und Robotik: Die erweiterte Integration autonomer Steuerungen, einschließlich bildgesteuerter Roboter, standardisiert Zykluszeiten, verbessert die Wiederholbarkeit und eliminiert manuelle Variabilität, wodurch unvorhersehbare Arbeitskosten reduziert und die Stückkosten gesenkt werden.
Zusammen verdeutlichen diese Ansätze die Fähigkeit der Extrusionstechnologie, sich weiterzuentwickeln und den konvergierenden Erfordernissen der Ressourcenverwaltung, der Anwendungsdiversifizierung und der Skalierbarkeit der Fertigung gerecht zu werden.
Häufig gestellte Fragen
F: Was ist der Extrusionsprozess und in welcher Beziehung steht er zu Extrudermaschinen?
A: Beim Extrusionsprozess wird ein Material durch eine Düse gepresst, um eine bestimmte Form oder ein bestimmtes Profil zu erzeugen. Extruder spielen dabei eine Schlüsselrolle, indem sie rohe Kunststoffpellets in geschmolzenes Polymer umwandeln, das dann zu Produkten wie Platten, Folien oder Rohren geformt wird. Die Effizienz und Qualität der Extrusionsverfahren hängen von der Konstruktion des Extruders und den Eigenschaften der zu verarbeitenden Materialien ab.
F: Wie wirkt sich das Schneckendesign auf die Leistung eines Kunststoffextruders aus?
A: Das Schneckendesign ist entscheidend für die Leistung eines Kunststoffextruders. Eine gut konstruierte Schnecke gewährleistet effizientes Mischen, Schmelzen und Fördern des Kunststoffmaterials, was sich direkt auf die Produktqualität auswirkt. Faktoren wie Schneckenlänge, Durchmesser und Kanaltiefe beeinflussen die Schmelztemperatur und die Fließeigenschaften und sorgen so für gleichbleibend hochwertige Extrusionsprodukte.
F: Was sind Doppelschneckenextruder und welche Vorteile bieten sie bei der Kunststoffverarbeitung?
A: Doppelschneckenextruder verfügen über zwei ineinandergreifende Schnecken, die im Vergleich zu Einschneckenextrudern bessere Misch- und Compoundiereigenschaften bieten. Sie bieten eine bessere Kontrolle über den Extrusionsprozess und eignen sich daher ideal für Anwendungen, die eine präzise Mischung von Additiven, Füllstoffen oder recycelten Kunststoffen erfordern. Doppelschneckenextruder eignen sich besonders für Hochleistungsanwendungen und Materialien, die eine gründliche Homogenisierung erfordern.
F: Können Sie die Bedeutung der Schmelztemperatur im Extrusionsprozess erklären?
A: Die Schmelztemperatur ist ein entscheidender Faktor im Extrusionsprozess, da sie die Viskosität und die Fließeigenschaften der Polymerschmelze bestimmt. Die Einhaltung der richtigen Schmelztemperatur gewährleistet eine gleichmäßige Extrusion und hohe Produktqualität. Bei zu niedriger Temperatur kann das Material möglicherweise nicht richtig fließen; bei zu hoher Temperatur kann sich das Polymer zersetzen, was zu Defekten im Endprodukt führt.
F: Welche verschiedenen Arten von Extrusionsanlagen werden bei der Kunststoffherstellung verwendet?
A: Bei der Kunststoffherstellung kommen verschiedene Arten von Extrusionsanlagen zum Einsatz, darunter:
- Einschneckenextruder: Ideal für einfache Anwendungen wie Rohre, Platten und Folien.
- Doppelschneckenextruder: Am besten für komplexe Prozesse geeignet, die ein gründliches Mischen und Compoundieren erfordern.
- Extrusionsdüsen: Maßgeschneidert für spezifische Anwendungen, wie z. B. Plattenextrusion oder Beschichtung.
Jeder Gerätetyp wird auf Grundlage der Materialeigenschaften und Produktanforderungen ausgewählt, um eine effiziente und effektive Verarbeitung zu gewährleisten.
F: Was ist Coextrusion und welche Vorteile bietet sie für Kunststoffprodukte?
A: Bei der Coextrusion werden mehrere Schichten unterschiedlicher Materialien gleichzeitig extrudiert, um ein Produkt mit verbesserten Eigenschaften zu erzeugen. Dieses Verfahren ermöglicht es Herstellern, Materialien mit einzigartigen Eigenschaften zu kombinieren, wie z. B. verbesserten Barriereeigenschaften oder ästhetischen Oberflächen. Coextrudierte Produkte finden breite Anwendung in der Verpackungs-, Bau- und anderen Branchen, in denen Funktionalität und Vielseitigkeit entscheidend sind.
F: Wie beeinflussen Extrusionsdüsen die endgültige Form extrudierter Produkte?
A: Extrusionsdüsen bestimmen die endgültige Form, die Abmessungen und die Oberflächenqualität extrudierter Produkte. Design und Konfiguration der Düse steuern den Fluss des geschmolzenen Kunststoffs und stellen sicher, dass das Material den Formhohlraum gleichmäßig füllt. Eine präzise Düsenkonstruktion ist entscheidend für gleichmäßige Dicke, glatte Oberflächen und konsistente Produktstandards.
F: Was ist Einschneckenextrusion und wo wird sie üblicherweise eingesetzt?
A: Bei der Einschneckenextrusion wird das Material mithilfe einer einzigen Schnecke durch den Extruderzylinder gepresst, geschmolzen und in die gewünschte Form gebracht. Dieses Verfahren wird häufig zur Herstellung von Produkten wie Rohren, Folien und Platten eingesetzt. Seine Einfachheit, Effizienz und Kosteneffizienz machen es in vielen Branchen zu einer beliebten Wahl, obwohl ihm möglicherweise die fortschrittlichen Mischfunktionen von Doppelschneckensystemen fehlen.
F: Welche Vorteile bietet die Verwendung von recyceltem Kunststoff in Extrusionsprozessen?
A: Die Verwendung von recyceltem Kunststoff in Extrusionsprozessen bietet mehrere Vorteile, darunter:
- Umweltbelastung: Reduziert Plastikmüll und unterstützt eine Kreislaufwirtschaft.
- Kosteneinsparungen: Senkt die Materialkosten durch die Wiederverwendung vorhandener Kunststoffe.
- Nachhaltigkeit: Fortschritte in der Extrusionstechnologie ermöglichen es Herstellern, recycelte Materialien zu verwenden, ohne die Produktqualität zu beeinträchtigen.
Aus recycelten Kunststoffen lassen sich hochwertige Produkte herstellen, was sie zu einer nachhaltigen und kostengünstigen Wahl für die moderne Fertigung macht.
Abschließende Zusammenfassung
Die Kunststoffextrusion ist nach wie vor eine dynamische Säule der modernen Fertigung und vereint Effizienz mit umfassender Anpassungsfähigkeit. Die kontinuierliche Weiterentwicklung von Schnecken- und Zylindergeometrien, Präzisionswerkzeugen und neuen Polymerformulierungen ermöglicht es Herstellern, robuste, ressourceneffiziente Lösungen mit wettbewerbsfähigen Stückkosten zu produzieren. Die Integration sensorbasierter Prozesssteuerung, geschlossener Energiekreislaufoptimierung und umweltbewusster Materialauswahl erweitert den Einsatzbereich der Extrusion schrittweise, führt zu einem geringeren CO2-Fußabdruck und verkürzten Zykluszeiten. Zusammen stärken diese Entwicklungen die strategische Vorrangstellung der Extrusion und ermöglichen es dem Verfahren, neue funktionale Anforderungen in den Bereichen Verpackung, Automobil und Biomedizin zu erfüllen. Sollten diese Innovationstrends anhalten, wird das Verfahren auch in der Fabrik der Zukunft eine katalytische Rolle spielen und sicherstellen, dass seine Vorteile mit den sich entwickelnden Parametern der globalen Fertigung im Einklang bleiben.


