


















Plastic extrusion serves as a pivotal manufacturing technique, converting base thermoplastics into uniformly dimensioned, continuous profiles that consistently meet quality specifications. Whether producing pipe, film, complex geometrical profiles, or sheet, the technology undergirds multiple sectors, including construction, packaging, automotive, and healthcare. State-of-the-art machinery—single-screw and co-rotating or counter-rotating twin-screw extruders—heats, blends, and then forces the molten polymer through custom dies to realise the final geometry. Benefits such as high volumetric output, versatility across a broad polymer palette, and a capacity for intricate cross-sectional design have secured extrusion’s position as a foundational element of contemporary manufacturing. This article investigates the operative principles of extrusion, reviews the relevant equipment architectures, and surveys the cutting-edge developments poised to redefine the discipline.
Understanding the Extrusion Process
What is Plastic Extrusion?
Plastic extrusion is a streamlined manufacturing method for producing continuous profiles—such as pipes, sheets, and films—by liquefying and forming thermoplastic materials. The operation initiates when uniform pellets or granules feed into a precisely calibrated extruder, where exposure to controlled shear and thermal energy melds, homogenizes, and subsequently forces the molten polymer through a shaped die, establishing a uniform cross section. Its inherent capacity for continuous operation, adaptability to diverse polymer formulations, and high throughput characterizes the technology as a cornerstone process for industries ranging from civil engineering to flexible packaging, delivering parts that exhibit excellent dimensional accuracy and surface finish.
Key Components of the Extrusion Process
The extrusion operation is underpinned by a suite of assemblies, each calibrated to deliver repeatable throughput and microstructural integrity:
- Raw Solids Loader: This gravity or mechanically agitated chamber serves as the conduit for polymer introduction, typically complemented by a thermal desorber or inert vent to minimise feedstock hydration and hygroscopic reactivity. This preparatory step is critical to prolong polymer thermal stability.
- Conveying Arch: A helical helical-screw, contiguous with a thermally insulated or internally cooled cylinder, applies additive thermal, compressive, and sheer regimes. Profile geometry, feed compression zone, and flight consolidation ratio are the primary design levers determining material emulsification, homogeny, and melt throughput.
- Thermal Regulator Trajectory: The installation of radiant or circulating thermal sleeves, in conjunction with thermocouple feedback and electric or circulating cooled mad, provides a calibrated thermal trajectory, uniformly guiding the melt segment through a defined thermal field to forestall polymer rancidity and hydrolytic degradation.
- Die: The die imposes the final geometric profile on the molten thermoplastic. Its geometric and thermal design directly governs the part length, wall thickness, and surface characteristics, ultimately determining the mechanical and optical performance.
- Cooling System: Immediately after die exit, the product enters a controlled thermal management zone. Water-cooled troughs, high-velocity air streams, or chilled glossy drum rollers remove excessive heat, stabilizing the profile and locking in the intended crystalline or amorphous state.
- Puller and Cutter: Coordinated servo or mechanical pulls maintain constant linear velocity, minimizing aberrations and warping. Subsequent rotary or linear cutters, calibrated to the nominal length and toleranced to the part’s nominal length and toleranced to the part’s nominal length, guarantee a defect-free, transport-ready edge. Synchronization to the puller rate ensures dimensional accuracy through the entire length of the extrudate.
Integration of these subsystems is vital to achieving systematic reproducibility, dimensional control, and retained thermal integrity across long production campaigns.
Importance of Consistent Quality in Extrusion
Achieving uniform quality in plastic extrusion remains a prerequisite for satisfying stringent product tolerances and for sustaining enduring customer confidence. Deviations in quality not only result in visible defects but also precipitate material scrap, overrun machining, and heightened cost burdens. Relentless uniformity is steadied by several complementary variables:
- Feedstock Characterization: Employing uniformly graded, low-moisture resins guarantees homogeneous thermal experience across the extruder barrel, thus abating material segregation and later void formation.
- Thermal Regulation: Precision thermostatic control, coupled with carefully mapped thermal zones, curtails thermal oxidation and moulding shear variability, securing a lasting, reproducible melt viscosity.
- Die Calibration: Dies installed with infinitesimal angular and axial tolerances yield extrudates possessing the specified cross-sectional geometry, surface visual quality and, by extension, a markedly reduced tendency to co-extrudate shear filaments.
- Predictive Servicing: Routine predictive maintenance, coupled with autonomous monitoring sensors, forestalls drift and decay. Consequently, throughput consistency returns are enhanced and machine availability is preserved.
When enterprises systematically address these determinants, steady-state extrusion emerges not only as a demonstrable technical achievement but also as a financially prudent mechanism of scaled viscosity production.
Types of Extruders
Single-Screw Extruders
Single-screw extruders represent the predominant extruder design within the plastics production landscape. Their inherent adaptability, low initial investment, and compatibility with diverse products—ranging from piping to thin-film and sheet production—contribute to their continued prevalence.
- Working Principle: Within the heated, tubular housing, a solitary, helically grooved screw turns to convey, melt, and uniformly disperse the polymer prior to passage through a shaping die. Variations in screw length, pitch, and depth calibrated to the polymer of choice dictate thermal, mechanical, and residence-time efficiency.
- Principal Applications: Single-screw extruders best serve continuous operations characterized by low shear, gentle thermal history, and limited additive formulation. Typical markets encompass pipe extrusion, flexible and rigid sheet and film, and the production of everyday consumer and durables.
- Key Attributes: Operators favor these machines due to their operational transparency, straightforward maintenance, and the ease with which output rates may be adjusted through screw capacity and die geometry. Their design is also intrinsically energy-efficient, thereby translating to lower operational costs and lower carbon emissions.
Limitations of a single-screw design, however, arise as increasingly complex resin systems emerge, including those containing elevated filler levels, multi-component blends, or engineered polymers that require more aggressive thermal and shear histories—conditions wherein melt history and melt homogeneity cannot be consistently guaranteed.
Twin-Screw Extruders
Twin-screw extruders house two synchronized, intermeshing screws within a thermally controlled barrel, markedly amplifying the residence-time distribution, mechanical and thermal energy input, and, thus, the dispersion effectiveness of fillers, reinforcements, and thermal stabilizers. These machines are produced in two primary rotational configurations: both screws rotating in the same direction (co-rotating) or in opposite directions (counter-rotating).
- How They Work: Each screw within a co-rotating twin-screw extruder rotates in unison, using counter-helicoidal geometry to produce tangential shear and axial pumping. This coordinated motion maximizes material movement and minimizes dead zones. The resulting combination of high shear and extensive axial transport thoroughly disperses additives, fillers, and reinforcements throughout the base polymer, enhancing overall melt integrity.
- Applications: These machines are the preferred platform in compounding, masterbatch production, and the extrusion of specialty thermoplastics, where thermal and rheological management is critical. They are equally adept at homogenizing heat-sensitive polymers, guaranteeing minimal thermal degradation in high-performance formulations requiring fine microstructure control.
- Advantages: Process stability is bolstered by independent thermal control of feed, melt, and discharge zones. The precise, programmable retention time within the elongated barrel enables tight control of melt temperature, shear, and shear history, empowering formulators to tailor rheological and mechanical property gradients with high reproducibility. The co-rotating configuration is distinguished by its capacity to accommodate highly filled, high-viscosity feedstreams.
Although the mechanical configuration imparts a greater capital cost and maintenance oversight than single-screw extruders, the expanded material compatibility, minimal thermal variation, and reproducible property control justify the investment in technologically sophisticated markets.

Co-Rotating Twin-Screw Extruders
Co-rotating twin-screw extruders boast a geometry engineered to maximize parallel and axial transport while maintaining minimal thermal lag. The synchronized motion of both screws provides a dual-advantage of mechanical shear and forced convection, producing a slight self-wiping action that cleanly strips the screw surfaces.
- How They Work: Intermeshing barrel sections create a sequence of high shear, laminar, and turbulent shear zones within a 180-degree transport pitch. This is coupled with a segmented barrel design that accommodates independent thermal control. The contrasting helical screws generate shear gradients that uniformly melt, dissolve, and disperse additives. The resultant homogeneity in particle size and melt phase property allows polymers to attain narrowly defined stability bands, translating to high-performance thermoplastic benchmarks.
- Applications: Co-rotating twin-screw extruders play a crucial role across sectors that demand controlled compounding, including the automotive, electronics, and packaging industries. Their design is optimized for the production of masterbatches, color concentrates, and engineered thermoplastics, ensuring uniform dispersion of additives and fillers.
- Advantages: The configuration achieves superior mixing within a compact length-to-diameter ratio, allowing extended residence times without sacrificing throughput. Their compatibility with both rigid and thermoplastic substrates and the integration of dedicated feed ports facilitate flexible recipes. The self-wiping action of the intermeshing screws minimizes carryover, therefore allowing rapid and effective material transitions with minimal cleaning.
The synthesis of unparalleled mixing and inherent operational flexibility confirms co-rotating twin-screw extruders as the leading equipment for manufacturers targeting superior and reproducible material specification.

Extrusion Equipment and Machinery
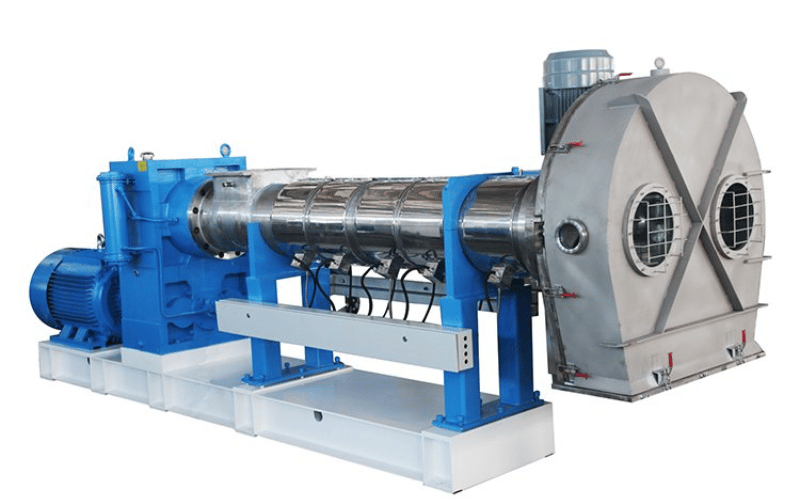
Overview of Extruder Machines
Extruder machines remain the cornerstone of contemporary plastics production, engineered to convert feedstock into long, uniform geometries such as pipes, sheets, and films. The apparatus operates by heating selected resin until it becomes fully molten, thereafter propelling the liquid polymer through a die to achieve the intended profile.
- Operating Principle: The cycle commences when the resin enters a gravimetric or volumetric feeder that delivers a controlled quantity to a de-gassed hopper. An intermeshing or co-rotating twin-screw then transports the free-flowing material through a thermally regulated barrel, where shearing and radiative heating achieve homogeneous melting. The fully molten mass exits through a precision machining die.
- Scope of Use: Current-generation extruder commands find utility in such disparate sectors as civil engineering, automotive component fabrication, flexible packaging, and mass-market consumer appliances. Their capacity for high-throughput, dimensional accuracy, and surface integrity renders them indispensable for large-volume manufacture.
Contemporary apparatus include intelligent automation that continuously optimizes barrel zones, die pressure, and screw profile speed, thereby ensuring that metrics such as shrinkage and color uniformity remain within tolerance levels throughout long production runs.
Essential Extrusion Equipment
A fully integrated extrusion line comprises not only the extruder barrel but also several auxiliary devices whose synchronized operation underpins process reliability and product uniformity. Key assemblies include:
- Hopper and Feeder: Raw polymer enters the extruder via a hopper and continuously variable feeder. In feed designs involving moisture-sensitive resins, optional drying modules are integrated to reduce bulk moisture, thereby averting flow instability and surface anomalies.
- Barrel and Screw: Polymer is melted and homogenized within a heated barrel fitted with a precisely engineered screw. Helical element geometry, pitch, and compression zones are varied according to material rheology and product specification, directly controlling thermal history, shear, and residence time.
- Die: Molten material converges within a die engineered for the final shape, whether solid, hollow, or profile. Numerical flow simulations inform die geometry to minimize surface and internal stress, yielding controlled dimensions and exact gauge.
- Cooling System: The shaped profile is quenched to solid state through a uniform, directed cold front, employing counter-current water baths, forced-air nozzles, or twin-belt thermal rollers. Thus, die-stress relaxation and dimensional stabilization are accomplished under application-relevant cooling rates.
- Puller and Cutter: A variable-speed puller engages the solidified product to prevent relaxation and to maintain output consistency. Precision cutoff is achieved with rotary or blade knives, achieved under synchronized, programmable shear drive.
- Control Systems: Process automation employs distributed control architecture to supervise barrel zones, die pressure, drive load, and material feed rate via programmable logic controllers and touch-screen human-machine interfaces. Process deviation alarms and closed-loop control loops maintain settled, real-time processing.
Collectively, these auxiliary modules optimize output rate, energy use, and product integrity, converting feed polymer into finished extrusion at scaled industrial efficiency.
Choosing the Right Plastic Extruder
Selecting an appropriate plastic extruder is vital for meeting both throughput targets and product specifications. The following criteria must be rigorously assessed:
- Material Match: Confirm that the machine is engineered for the resin grade slated for processing, whether the candidate is polyvinyl chloride (PVC), polyethylene (PE), or another polymer.
- Throughput Requirements: Select an extruder that possesses the requisite output capacity. Single-screw configurations are commonly efficacious for lower volume runs, whereas twin-screw units excel in large-scale, multifaceted applications.
- Part Specifications: Evaluate the geometrical tolerances, aesthetic demands, and performance metrics of the finished component. These parameters guide decisions regarding die and barrel and screw profile optimization.
- Energy Efficiency: Prioritize models incorporating state-of-the-art temperature-control circuitry, variable-speed drives, and ultra-low-loss heaters, yielding measurable reductions in specific energy consumption.
- Maintenance Accessibility: Seek designs that allow easy access to wear zones, heating banks, and drive assemblies, and that feature automatic purging or clearing cycles. Such attributes curtail maintenance time and extend mean time between failures.
- Service Partnership: Engage suppliers of demonstrated pedigree, who furnish prompt availability of critical spare components, operator and maintenance technician training, and 24/7 troubleshooting support.
Implementing an evaluative framework for all six criteria guarantees that the selected extruder functionally integrates into present operations and consistently delivers products fabricated to precise tolerances and specifications.
Extrusion Dies and Their Importance
Types of Extrusion Dies
Each extrusion die serves as the definitive contouring tool in the conversion of molten polymer to enhanced functional geometries. The dimensioning and the performance of the finished component dictate die selection. The at-scale modes currently deployed are:
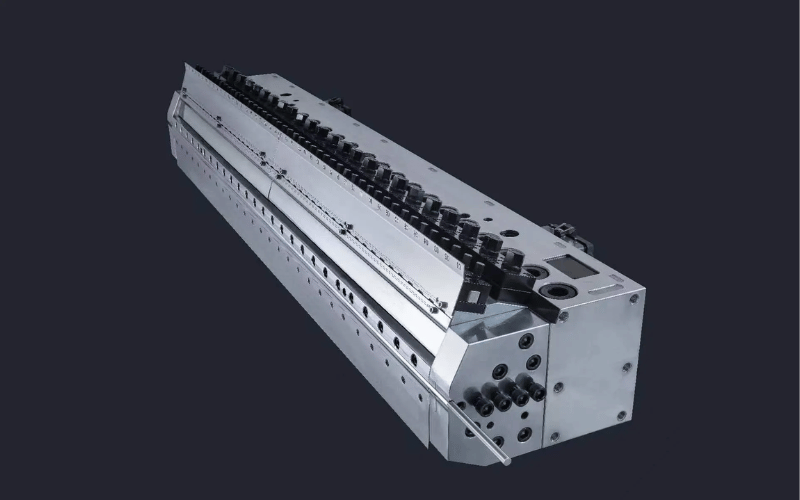
- Flat Sheet Dies: These deliver laminates in two-dimensions, employing slot cavities that ensure homogeneous macromolecular spread and uniform thickness through tension-contoured flow lanes.
- Pipe and Tube Dies: These construct cylindrical cavities through automatically cooled mandrels, controlling die gap and mandrel spacing to achieve tight tolerances on the external profile and internal bore.
- Profile Dies: Profiled cavities, contoured according to product criteria, convert polymer polymer to automotive, architectural, or industrial trim components with registered responsibility for every variant of melt frontier.
- Blown Film Dies: These compact tubular geometries on a die lip, then coaxially aerate polymer streams through rotational vanes to deliver bilayer or virgin compound films of micrometric thickness.
- Co-Extrusion Dies: Interleaved melt channels increment two or more melt streams through a stacking die, enabling functional antipodal skins or diffusion-locked multilayer cores to emerge from a single foaming or cooling stroke.
The necessity of precisely engineered flow paths determines the die configuration most clearly, allowing properties projected in the design stage to correlate with realizable performance.
Design Considerations for Extrusion Dies
Extrusion die configuration is a critical determinant of operational efficiency and product integrity. Effective design must address the following elements:
- Material Trajectory: Channels must facilitate a homogeneous polymer front to avoid laminar segregation, thickness variation, or surface anomalies. Geometry is parametrically optimized to restrict pressure gradient and suppress bulk eddies within the contour.
- Die Substrate: Common alloys, such as high-speed steel and upgraded heat-treated carbides, are selected for tensile endurance above melting-point conditions and inertion to corrosive die lubricants. Basis thickness is calculated to elongate servicing intervals by minimizing wear mechanics.
- Geometric Fidelity: Zonal tolerances governing cavity depth, contour pitch, and landing slope must reside in micrometer ranges to mirror blueprint geometry. Such specificity inhibits alarm-class deviations and scrap re-processing loads.
- Maintenance Intuitiveness: Accessible aperture latches, indexed guide pins, and segmented sleeve architecture combine to curtail hygiene cycles. Manual subsystem decoupling is guaranteed to premiere within a predefined minute count, curtailing production gaps on material requalification.
- Thermal Equalization: Integrated micro-channels or externally fed spiral regiment heaters are exerted to tighten steady-state +/- 2 Kelvin bands along the cavity length. Thermal inertia is dynamically calibrated to attenuate yield losses due to die cold tips or thermal overstrains.
Cumulatively, sufficiency yield is unlocked and deployed operational cycles preserved by meting to these parameters during die prototyping.
Impact of Dies on Product Quality
The extrusion die is a decisive factor in the ultimate quality of the manufactured component. Appropriate die design and stringent upkeep yield several critical advantages.
- Dimensional fidelity is achieved when die halves are meticulously aligned and periodically recalibrated, thereby producing components that conform to stringent tolerances and minimising scrap.
- Surface integrity reaches optimal levels when the die channel is polished and when the melt is uniformly accelerated, thereby suppressing common defects such as waviness or die lines.
- Thickness uniformity is ensured through tapered or contoured flow paths that deliver parallel material streams, thereby preventing gradient fluctuations that might weaken critical regions.
- The die geometry also dictates the thermal and shear history of the material, consequently modulating final characteristics such as tensile strength, yield point, and long-term stability.
Prioritising the procurement of superior dies and scheduling preventive interventions is indispensable for producers intent on achieving product outcomes that consistently meet or exceed contractual and regulatory stipulations.
Material Research and Processing Applications
Research in Plastic Materials for Extrusion
Continued progress in plastics technology has broadened the scope and precision of extrusion processes. Investigators concentrate on formulating novel resins and refining established systems in order to satisfy the rigorous specifications of multiple economic sectors. Noteworthy research domains encompass:
- High-Performance Polymers: Investigations into polyether-ether-ketone (PEEK) and polyphenylene sulfide (PPS) target the synthesis of components characterised by outstanding tensile strength, thermal endurance, and chemical inertness.
- Biodegradable Plastics: The quantitative exigencies of plastic pollution have catalysed heightened scrutiny of polylactic acid (PLA) and polyhydroxyalkanoates (PHA) sciences. Programmes aim to create articles capable of full life clearance whilst delivering mechanical characteristics comparable with incumbent resins.
- Recycling of Plastics: The tactical assimilation of post-consumer and post-industrial feedstreams into extrusion manufacturing has drawn concentrated scrutiny. Progress in automated sorting, advanced purification protocols, and precisely controlled regrind architectures renders recycled inputs indistinguishable in fidelity from virgin equivalents.
- In-Situ Additive Architectures: The disciplined inclusion of organomodified clays, graphite, and structural carbon fibers is being optimised to confer increased modulus, thermal diffusion, and impact stamina. Models reveal the pragmatic and economic advantages of these formulations for demanding applications.
Cumulatively, these strategic thrusts provide processors with the capacity to engineer characterised thermoplastics—to simultaneous monetary, performance, and ecological advantages—exhibiting clearer directional compliance with identifiable application macros.
Applications of Plastic Extrusion in Industry
Plastic extrusion has emerged as a highly adaptable method, yielding products that sustain numerous sectors in modern manufacturing. By continuously forming molten polymer into uniform cross-sections, the technique delivers both functional and economic benefits:
- Construction: Extruded profiles fulfill critical roles in piping, fenestration, and thermal insulation. Their intrinsic resistance to chemical attack and moisture intrusion supports extended service life within harsh built environments.
- Packaging: Cast and blown films, rigid sheets, and vacuum-formed trays—crafted via extrusion—dominate the food and consumer goods markets. Superior barrier properties, combined with reduced mass and competitive cost, enhance both logistics and shelf appeal.
- Automotive: Extruded profiles, including perimeter seals, decorative trims, and energy-absorbing profiles, are entrenched within vehicle assemblies. Their lightweight, energy-absorbing characteristics, coupled with resistance to heat, UV, and chemicals, advance overall durability.
- Medical: Tubing, catheter shafts, and sterilizable blister packs, all extruded to precisely controlled dimensions, fulfill the sector’s stringent functional and hygienic mandates. Validation to biocompatibility standards and the closed-loop manufacturing paradigm are key differentiators.
- Consumer Goods: Housing, appliance interiors, and cable sheathing benefit from the multifunctional nature of extruded grades. Cost competitiveness, tight tolerances, and readily alterable surface finishes render the technology attractive across high-volume markets.
By cost-effective geometry, chemistry, and processing temperature, extrusion continues to extend its footprint beyond historical applications, underpinning manufacturing across geographically and functionally differentiated industries.
Future Trends in Plastic Extrusion
Forecasts for plastic extrusion indicate a trajectory increasingly dominated by technological refinement and ecological responsibility. Among the principal emerging pathways are the following:
- Intelligent Extrusion Platforms: Ongoing convergence of the Internet of Things and artificial intelligence facilitates continuous surveillance and adjustment of extrusion variables. Such platforms yield heightened energy and material efficiency, lower scrap rates, and improved dimensional fidelity.
- Eco-Conscious Protocols: A decisive recalibration towards sustainability sees a rising deployment of mechanically recycled and bio-derived feedstocks, alongside programs targeting energy reduction and scrap minimization.
- Additive-Integrated Extrusion: The coupling of traditional extrusion processes with additive-layer deposition empowers the fabrication of intricate geometries characterised by low mass and geometrical freedom, thus accelerating iterative design in low-volume manufacturing.
- Next-Generation Feedstocks: Persistent interdisciplinary research is yielding high-performance laminated and multi-functional polymers, broadening the deployable material resource for environments of exceptional thermal and mechanical stress, including the aerospace and life-science sectors.
- Atlas of Automation and Robotics: Extended integration of autonomous control, including vision-guided robots, standardises cycle times, enhances repeatability, and eliminates manual variability, thereby compressing unpredictable labour and lowering unit costs.
Together, these pathways illuminate the capacity of extrusion technology to mature, addressing the converging imperatives of resource stewardship, application diversification, and manufacturing scalability.
Frequently Asked Questions
Q: What is the extrusion process and how does it relate to extruder machines?
A: The extrusion process involves forcing a material through a die to create a specific shape or profile. Extruder machines play a key role in this process by transforming raw plastic pellets into molten polymer, which is then shaped into products like sheets, films, or pipes. The efficiency and quality of the extrusion process depend on the design of the extruder and the properties of the materials being processed.
Q: How does screw design affect the performance of a plastic extruder?
A: Screw design is critical to the performance of a plastic extruder. A well-designed screw ensures efficient mixing, melting, and conveying of the plastic material, which directly impacts product quality. Factors like screw length, diameter, and channel depth influence the melt temperature and flow characteristics, resulting in consistent and high-quality extruded products.
Q: What are twin-screw extruders and their advantages in plastic processing?
A: Twin-screw extruders feature two intermeshing screws that provide superior mixing and compounding capabilities compared to single-screw extruders. They offer better control over the extrusion process, making them ideal for applications requiring precise mixing of additives, fillers, or recycled plastics. Twin-screw extruders are particularly effective for high-performance applications and materials that demand thorough homogenization.
Q: Can you explain the importance of melt temperature in the extrusion process?
A: Melt temperature is a crucial factor in the extrusion process as it determines the viscosity and flow characteristics of the polymer melt. Maintaining the correct melt temperature ensures uniform extrusion and high product quality. If the temperature is too low, the material may not flow properly; if too high, the polymer can degrade, leading to defects in the final product.
Q: What are the different types of extrusion equipment used in plastic manufacturing?
A: Plastic manufacturing uses various types of extrusion equipment, including:
- Single-Screw Extruders: Ideal for simple applications like pipes, sheets, and films.
- Twin-Screw Extruders: Best for complex processes requiring thorough mixing and compounding.
- Extrusion Dies: Tailored for specific applications, such as sheet extrusion or coating.
Each type of equipment is selected based on the material properties and product requirements to ensure efficient and effective processing.
Q: What is co-extrusion and how does it benefit plastic products?
A: Co-extrusion involves extruding multiple layers of different materials simultaneously to create a single product with enhanced properties. This process allows manufacturers to combine materials with unique characteristics, such as improved barrier properties or aesthetic finishes. Co-extruded products are widely used in packaging, construction, and other industries where functionality and versatility are essential.
Q: How do extrusion dies influence the final shape of extruded products?
A: Extrusion dies determine the final shape, dimensions, and surface quality of extruded products. The die’s design and configuration control the flow of molten plastic, ensuring the material fills the die cavity evenly. Precise die design is essential for achieving uniform thickness, smooth surfaces, and consistent product standards.
Q: What is single-screw extrusion and where is it commonly used?
A: Single-screw extrusion uses a single screw to push material through the extruder barrel, melting and shaping it into the desired form. This method is widely used for manufacturing products like pipes, films, and sheets. Its simplicity, efficiency, and cost-effectiveness make it a popular choice for many industries, though it may lack the advanced mixing capabilities of twin-screw systems.
Q: What are the benefits of using recycled plastic in extrusion processes?
A: Using recycled plastic in extrusion processes offers several benefits, including:
- Environmental Impact: Reduces plastic waste and supports a circular economy.
- Cost Savings: Lowers material costs by reusing existing plastics.
- Sustainability: Advances in extrusion technology allow manufacturers to incorporate recycled materials without compromising product quality.
Recycled plastics can be transformed into high-quality products, making them a sustainable and cost-effective choice for modern manufacturing.
Concluding Summary
Plastic extrusion endures as a dynamic pillar of contemporary manufacturing, balancing efficiency with wide-ranging adaptability. Continued refinement of screw and barrel geometries, precision tooling, and emerging polymer formulations equips fabricators to produce robust, resource-efficient solutions with competitive unit economics. The infusion of sensor-based process control, closed-loop energy optimization, and environmentally responsible material selection is progressively broadening extrusion’s operational envelope, delivering lower process carbon footprints and accelerating cycle times. Collectively, these trajectories are reinforcing extrusion’s strategic primacy, allowing the process to absorb new functional requirements in packaging, automotive, and biomedical sectors. Should innovation trajectories persist, the process will retain a catalytic role in the factory of the future, assuring that its advantages remain aligned with the evolving parameters of global manufacturing.


