


















A extrusão de plástico atua como uma técnica de fabricação fundamental, convertendo termoplásticos básicos em perfis contínuos e uniformemente dimensionados que atendem consistentemente às especificações de qualidade. Seja na produção de tubos, filmes, perfis geométricos complexos ou chapas, a tecnologia sustenta diversos setores, incluindo construção, embalagens, automotivo e saúde. Máquinas de última geração — extrusoras de rosca única e dupla rosca corrotativas ou contrarrotativas — aquecem, misturam e, em seguida, forçam o polímero fundido através de matrizes personalizadas para obter a geometria final. Benefícios como alta produção volumétrica, versatilidade em uma ampla gama de polímeros e capacidade para projetos transversais complexos consolidaram a posição da extrusão como um elemento fundamental da manufatura contemporânea. Este artigo investiga os princípios operacionais da extrusão, analisa as arquiteturas de equipamentos relevantes e analisa os desenvolvimentos de ponta que estão prestes a redefinir a disciplina.
Compreendendo o processo de extrusão
O que é extrusão de plástico?
Extrusão de plástico é um método de fabricação simplificado para a produção de perfis contínuos — como tubos, chapas e filmes — por meio da liquefação e conformação de materiais termoplásticos. A operação se inicia quando pellets ou grânulos uniformes alimentam uma extrusora precisamente calibrada, onde a exposição a cisalhamento controlado e energia térmica funde, homogeneíza e, posteriormente, força o polímero fundido através de uma matriz moldada, estabelecendo uma seção transversal uniforme. Sua capacidade inerente de operação contínua, adaptabilidade a diversas formulações de polímeros e alto rendimento caracterizam a tecnologia como um processo fundamental para indústrias que vão da engenharia civil à embalagem flexível, fornecendo peças que apresentam excelente precisão dimensional e acabamento superficial.
Principais componentes do processo de extrusão
A operação de extrusão é sustentada por um conjunto de montagens, cada uma calibrada para fornecer rendimento repetível e integridade microestrutural:
- Carregador de Sólidos Brutos: Esta câmara, agitada por gravidade ou mecanicamente, serve como conduto para a introdução do polímero, normalmente complementada por um dessorvente térmico ou ventilação inerte para minimizar a hidratação da matéria-prima e a reatividade higroscópica. Esta etapa preparatória é fundamental para prolongar a estabilidade térmica do polímero.
- Arco de Transporte: Um parafuso helicoidal, contíguo a um cilindro termicamente isolado ou resfriado internamente, aplica regimes térmicos, compressivos e de cisalhamento aditivos. A geometria do perfil, a zona de compressão da alimentação e a taxa de consolidação da linha são os principais fatores de projeto que determinam a emulsificação, a homogeneidade e o rendimento do material fundido.
- Trajetória do Regulador Térmico: A instalação de mangas térmicas radiantes ou circulantes, em conjunto com feedback de termopar e aquecimento elétrico ou circulante resfriado, fornece uma trajetória térmica calibrada, guiando uniformemente o segmento de fusão através de um campo térmico definido para evitar a rancidez do polímero e a degradação hidrolítica.
- Matriz: A matriz impõe o perfil geométrico final ao termoplástico fundido. Seu design geométrico e térmico determina diretamente o comprimento da peça, a espessura da parede e as características da superfície, determinando, em última análise, o desempenho mecânico e óptico.
- Sistema de Resfriamento: Imediatamente após a saída da matriz, o produto entra em uma zona de gerenciamento térmico controlada. Calhas resfriadas a água, fluxos de ar de alta velocidade ou rolos de cilindro brilhantes resfriados removem o calor excessivo, estabilizando o perfil e mantendo-o no estado cristalino ou amorfo pretendido.
- Extrator e Cortador: Trações mecânicas ou servomotoras coordenadas mantêm a velocidade linear constante, minimizando aberrações e deformações. Cortadores rotativos ou lineares subsequentes, calibrados para o comprimento nominal e com tolerâncias para o comprimento nominal da peça, garantem uma borda sem defeitos e pronta para transporte. A sincronização com a taxa do extrator garante precisão dimensional em todo o comprimento do extrudado.
A integração desses subsistemas é essencial para alcançar reprodutibilidade sistemática, controle dimensional e integridade térmica mantida em longas campanhas de produção.
Importância da qualidade consistente na extrusão
Alcançar a qualidade uniforme na extrusão de plástico continua sendo um pré-requisito para atender às rigorosas tolerâncias do produto e manter a confiança duradoura do cliente. Desvios na qualidade não só resultam em defeitos visíveis, mas também precipitam refugo de material, usinagem em excesso e custos mais elevados. A uniformidade implacável é sustentada por diversas variáveis complementares:
- Caracterização da matéria-prima: o emprego de resinas uniformemente graduadas e de baixa umidade garante uma experiência térmica homogênea em todo o cilindro do extrusor, reduzindo assim a segregação do material e a posterior formação de vazios.
- Regulação térmica: O controle termostático de precisão, juntamente com zonas térmicas cuidadosamente mapeadas, reduz a oxidação térmica e a variabilidade do cisalhamento de moldagem, garantindo uma viscosidade de fusão duradoura e reproduzível.
- Calibração de matrizes: matrizes instaladas com tolerâncias angulares e axiais infinitesimais produzem extrudados que possuem a geometria transversal especificada, qualidade visual da superfície e, por extensão, uma tendência marcadamente reduzida de coextrudar filamentos de cisalhamento.
- Manutenção Preditiva: A manutenção preditiva de rotina, aliada a sensores de monitoramento autônomos, previne desvios e deterioração. Consequentemente, a consistência da produtividade é aprimorada e a disponibilidade da máquina é preservada.
Quando as empresas abordam sistematicamente esses determinantes, a extrusão em estado estacionário surge não apenas como uma conquista técnica demonstrável, mas também como um mecanismo financeiramente prudente de produção de viscosidade em escala.
Tipos de Extrusoras
Extrusoras de parafuso único
Extrusoras de parafuso único representam o design predominante no cenário da produção de plásticos. Sua adaptabilidade inerente, baixo investimento inicial e compatibilidade com diversos produtos — desde tubulações até a produção de filmes finos e chapas — contribuem para sua prevalência contínua.
- Princípio de funcionamento: Dentro do invólucro tubular aquecido, um parafuso solitário com ranhuras helicoidais gira para transportar, fundir e dispersar uniformemente o polímero antes da passagem por uma matriz de moldagem. Variações no comprimento, passo e profundidade do parafuso, calibrados para o polímero escolhido, determinam a eficiência térmica, mecânica e de tempo de residência.
- Principais aplicações: Extrusoras monoroscas atendem melhor a operações contínuas caracterizadas por baixo cisalhamento, histórico térmico suave e formulação aditiva limitada. Os mercados típicos abrangem extrusão de tubos, folhas e filmes flexíveis e rígidos, e a produção de bens de consumo cotidianos e duráveis.
- Principais atributos: Os operadores preferem essas máquinas devido à sua transparência operacional, manutenção simples e à facilidade de ajuste das taxas de produção por meio da capacidade da rosca e da geometria da matriz. Seu design também é intrinsecamente eficiente em termos de energia, o que se traduz em menores custos operacionais e emissões de carbono.
No entanto, as limitações de um projeto de parafuso único surgem à medida que surgem sistemas de resina cada vez mais complexos, incluindo aqueles que contêm níveis elevados de enchimento, misturas multicomponentes ou polímeros projetados que exigem históricos térmicos e de cisalhamento mais agressivos — condições em que o histórico de fusão e a homogeneidade da fusão não podem ser garantidos de forma consistente.
Extrusoras de parafuso duplo
Extrusoras de dupla rosca alojam duas roscas sincronizadas e entrelaçadas dentro de um cilindro controlado termicamente, amplificando significativamente a distribuição do tempo de residência, a entrada de energia mecânica e térmica e, consequentemente, a eficácia da dispersão de cargas, reforços e estabilizadores térmicos. Essas máquinas são produzidas em duas configurações rotacionais principais: ambas as roscas girando na mesma direção (corrotação) ou em direções opostas (contrarrotação).
- Como funcionam: Cada parafuso dentro de uma extrusora dupla rosca corrotativa gira em uníssono, utilizando geometria contra-helicoidal para produzir cisalhamento tangencial e bombeamento axial. Esse movimento coordenado maximiza a movimentação do material e minimiza as zonas mortas. A combinação resultante de alto cisalhamento e amplo transporte axial dispersa completamente aditivos, cargas e reforços por todo o polímero base, melhorando a integridade geral do fundido.
- Aplicações: Essas máquinas são a plataforma preferida na composição, produção de masterbatch, e a extrusão de termoplásticos especiais, onde o gerenciamento térmico e reológico é crítico. Eles são igualmente hábeis na homogeneização de polímeros sensíveis ao calor, garantindo degradação térmica mínima em formulações de alto desempenho que exigem controle preciso da microestrutura.
- Vantagens: A estabilidade do processo é reforçada pelo controle térmico independente das zonas de alimentação, fusão e descarga. O tempo de retenção preciso e programável dentro do cilindro alongado permite um controle rigoroso da temperatura da fusão, do cisalhamento e do histórico de cisalhamento, permitindo que os formuladores adaptem gradientes de propriedades reológicas e mecânicas com alta reprodutibilidade. A configuração corrotativa se distingue por sua capacidade de acomodar fluxos de alimentação altamente preenchidos e de alta viscosidade.
Embora a configuração mecânica imponha um maior custo de capital e supervisão de manutenção do que as extrusoras de parafuso único, a compatibilidade expandida do material, a variação térmica mínima e o controle de propriedade reproduzível justificam o investimento em mercados tecnologicamente sofisticados.

Extrusoras de parafuso duplo co-rotativas
As extrusoras de dupla rosca corrotantes apresentam uma geometria projetada para maximizar o transporte paralelo e axial, mantendo o mínimo de defasagem térmica. O movimento sincronizado de ambas as roscas proporciona a dupla vantagem de cisalhamento mecânico e convecção forçada, produzindo uma leve ação de autolimpeza que remove as superfícies das roscas de forma limpa.
- Como funcionam: Seções de cilindro entrelaçadas criam uma sequência de zonas de alto cisalhamento, laminares e turbulentas dentro de um passo de transporte de 180 graus. Isso é combinado com um design de cilindro segmentado que permite controle térmico independente. Os parafusos helicoidais contrastantes geram gradientes de cisalhamento que fundem, dissolvem e dispersam aditivos uniformemente. A homogeneidade resultante no tamanho das partículas e nas propriedades da fase fundida permite que os polímeros atinjam faixas de estabilidade estreitamente definidas, traduzindo-se em padrões de referência para termoplásticos de alto desempenho.
- Aplicações: Extrusoras dupla-rosca corrotativas desempenham um papel crucial em setores que exigem composição controlada, incluindo as indústrias automotiva, eletrônica e de embalagens. Seu design é otimizado para a produção de masterbatches, concentrados de cores e termoplásticos de engenharia, garantindo a dispersão uniforme de aditivos e cargas.
- Vantagens: A configuração proporciona uma mistura superior com uma relação comprimento-diâmetro compacta, permitindo tempos de residência prolongados sem comprometer a produtividade. Sua compatibilidade com substratos rígidos e termoplásticos e a integração de portas de alimentação dedicadas facilitam receitas flexíveis. A ação autolimpante dos parafusos entrelaçados minimiza o arraste, permitindo transições de material rápidas e eficazes com limpeza mínima.
A síntese de mistura incomparável e flexibilidade operacional inerente confirma as extrusoras de dupla rosca corrotativas como o equipamento líder para fabricantes que buscam especificações de materiais superiores e reprodutíveis.

Equipamentos e Máquinas de Extrusão
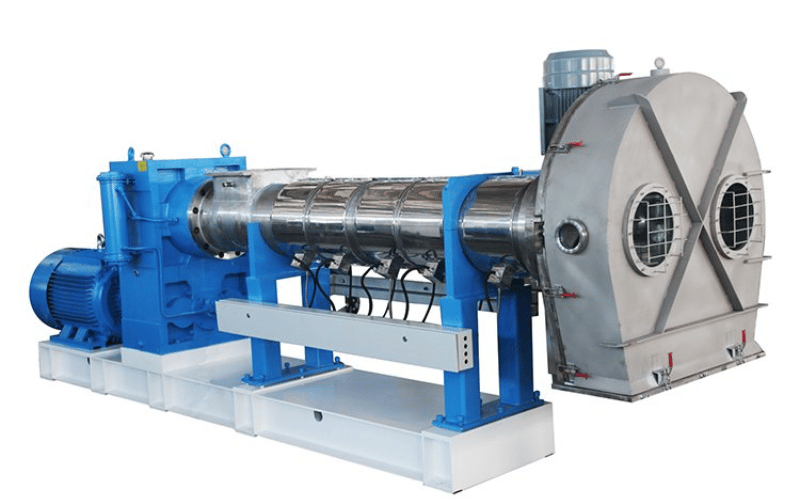
Visão geral das máquinas extrusoras
As máquinas extrusoras continuam sendo a base da produção contemporânea de plásticos, projetadas para converter matéria-prima em geometrias longas e uniformes, como tubos, folhas e filmes. O aparelho opera aquecendo a resina selecionada até que ela esteja totalmente fundida, impulsionando posteriormente o polímero líquido através de uma matriz para atingir o perfil desejado.
- Princípio de funcionamento: O ciclo começa quando a resina entra em um alimentador gravimétrico ou volumétrico que fornece uma quantidade controlada para uma tremonha desgaseificada. Uma rosca dupla entrelaçada ou corrotativa transporta o material em fluxo livre através de um cilindro com regulação térmica, onde o cisalhamento e o aquecimento radiativo promovem a fusão homogênea. A massa totalmente fundida sai por uma matriz de usinagem de precisão.
- Âmbito de utilização: Os comandos de extrusora da geração atual encontram utilidade em setores tão diversos como engenharia civil, fabricação de componentes automotivos, embalagens flexíveis e eletrodomésticos de consumo em massa. Sua capacidade de alto rendimento, precisão dimensional e integridade de superfície os tornam indispensáveis para a fabricação em larga escala.
Os aparelhos contemporâneos incluem automação inteligente que otimiza continuamente as zonas do cilindro, a pressão da matriz e a velocidade do perfil do parafuso, garantindo assim que métricas como encolhimento e uniformidade de cor permaneçam dentro dos níveis de tolerância durante longos períodos de produção.
Equipamentos Essenciais de Extrusão
Um totalmente integrado linha de extrusão compreende não apenas o cilindro extrusor, mas também diversos dispositivos auxiliares cuja operação sincronizada garante a confiabilidade do processo e a uniformidade do produto. Os principais conjuntos incluem:
- Funil e Alimentador: O polímero bruto entra na extrusora por meio de um funil e um alimentador continuamente variável. Em projetos de alimentação que envolvem resinas sensíveis à umidade, módulos de secagem opcionais são integrados para reduzir a umidade em massa, evitando assim instabilidade do fluxo e anomalias de superfície.
- Barril e Parafuso: O polímero é derretido e homogeneizado dentro de um cilindro aquecido equipado com uma rosca de engenharia precisa. A geometria do elemento helicoidal, o passo e as zonas de compressão variam de acordo com a reologia do material e as especificações do produto, controlando diretamente o histórico térmico, o cisalhamento e o tempo de residência.
- Matriz: O material fundido converge dentro de uma matriz projetada para o formato final, seja ela sólida, oca ou perfilada. Simulações numéricas de fluxo informam a geometria da matriz para minimizar as tensões superficiais e internas, produzindo dimensões controladas e bitola exata.
- Sistema de Resfriamento: O perfil moldado é resfriado até o estado sólido por meio de uma frente fria uniforme e direcionada, utilizando banhos de água em contracorrente, bicos de ar forçado ou rolos térmicos de correia dupla. Assim, o relaxamento da tensão na matriz e a estabilização dimensional são obtidos sob taxas de resfriamento relevantes para a aplicação.
- Extrator e Cortador: Um extrator de velocidade variável aciona o produto solidificado para evitar o relaxamento e manter a consistência da saída. O corte preciso é obtido com facas rotativas ou de lâmina, por meio de um acionamento de tesoura sincronizado e programável.
- Sistemas de Controle: A automação de processos emprega arquitetura de controle distribuída para supervisionar zonas de cilindro, pressão da matriz, carga de acionamento e taxa de alimentação de material por meio de controladores lógicos programáveis e interfaces homem-máquina com tela sensível ao toque. Alarmes de desvio de processo e malhas de controle em malha fechada mantêm o processamento estável e em tempo real.
Coletivamente, esses módulos auxiliares otimizam a taxa de produção, o uso de energia e a integridade do produto, convertendo o polímero de alimentação em extrusão acabada com eficiência industrial em escala.
Escolhendo a extrusora de plástico certa
Selecionar uma extrusora de plástico adequada é vital para atingir as metas de produtividade e as especificações do produto. Os seguintes critérios devem ser rigorosamente avaliados:
- Correspondência de material: Confirme se a máquina foi projetada para o tipo de resina pretendido para processamento, independentemente de o candidato ser cloreto de polivinila (PVC), polietileno (PE) ou outro polímero.
- Requisitos de produtividade: Selecione uma extrusora que possua a capacidade de produção necessária. Configurações de rosca única são geralmente eficazes para volumes menores, enquanto unidades de rosca dupla se destacam em aplicações multifacetadas de grande escala.
- Especificações da Peça: Avalie as tolerâncias geométricas, as exigências estéticas e as métricas de desempenho do componente finalizado. Esses parâmetros orientam decisões sobre a otimização do perfil da matriz, do cilindro e do parafuso.
- Eficiência energética: priorize modelos que incorporem circuitos de controle de temperatura de última geração, acionamentos de velocidade variável e aquecedores de perda ultrabaixa, gerando reduções mensuráveis no consumo específico de energia.
- Acessibilidade para Manutenção: Busque projetos que permitam fácil acesso a zonas de desgaste, bancos de aquecimento e conjuntos de acionamento, e que apresentem ciclos automáticos de purga ou limpeza. Tais atributos reduzem o tempo de manutenção e estendem o tempo médio entre falhas.
- Parceria de serviço: contrate fornecedores de excelência comprovada, que ofereçam pronta disponibilidade de componentes de reposição essenciais, treinamento para operadores e técnicos de manutenção e suporte para solução de problemas 24 horas por dia, 7 dias por semana.
A implementação de uma estrutura avaliativa para todos os seis critérios garante que a extrusora selecionada se integre funcionalmente às operações atuais e entregue consistentemente produtos fabricados com tolerâncias e especificações precisas.
Matrizes de extrusão e sua importância
Tipos de matrizes de extrusão
Cada matriz de extrusão serve como a ferramenta de contorno definitiva na conversão de polímero fundido em geometrias funcionais aprimoradas. O dimensionamento e o desempenho do componente acabado determinam a seleção da matriz. Os modos de produção em escala atualmente utilizados são:
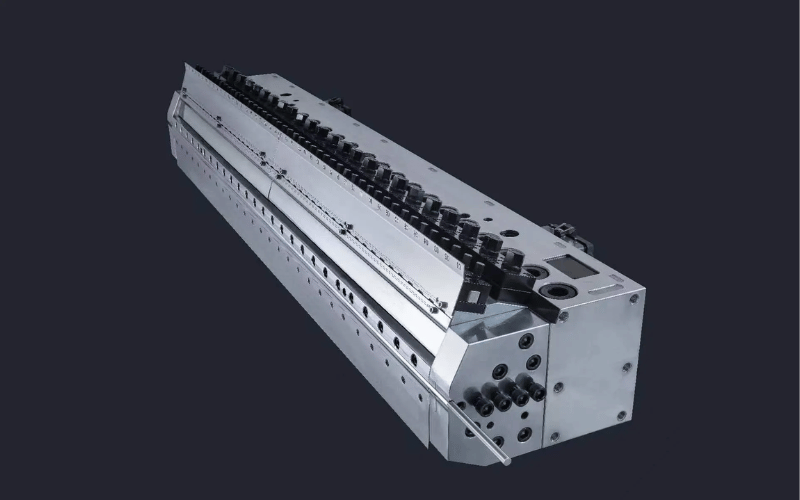
- Matrizes de folhas planas: produzem laminados em duas dimensões, empregando cavidades de ranhuras que garantem distribuição macromolecular homogênea e espessura uniforme por meio de faixas de fluxo contornadas por tensão.
- Matrizes para tubos e tubos: constroem cavidades cilíndricas por meio de mandris resfriados automaticamente, controlando a folga da matriz e o espaçamento do mandril para obter tolerâncias rigorosas no perfil externo e no furo interno.
- Matrizes de perfil: cavidades perfiladas, contornadas de acordo com os critérios do produto, convertem polímero em componentes de acabamento automotivo, arquitetônico ou industrial com responsabilidade registrada para cada variante de fronteira de fusão.
- Matrizes de filme soprado: essas geometrias tubulares compactas em uma borda de matriz arejam coaxialmente fluxos de polímero por meio de palhetas rotacionais para fornecer filmes compostos virgens ou bicamadas de espessura micrométrica.
- Matrizes de coextrusão: canais de fusão intercalados incrementam dois ou mais fluxos de fusão por meio de uma matriz de empilhamento, permitindo que películas antipodais funcionais ou núcleos multicamadas com difusão bloqueada surjam de um único curso de espumação ou resfriamento.
A necessidade de caminhos de fluxo projetados com precisão determina a configuração da matriz com mais clareza, permitindo que as propriedades projetadas na fase de projeto se correlacionem com o desempenho realizável.
Considerações de projeto para matrizes de extrusão
A configuração da matriz de extrusão é um determinante crítico da eficiência operacional e da integridade do produto. Um projeto eficaz deve considerar os seguintes elementos:
- Trajetória do Material: Os canais devem facilitar uma frente de polímero homogênea para evitar segregação laminar, variação de espessura ou anomalias de superfície. A geometria é otimizada parametricamente para restringir o gradiente de pressão e suprimir vórtices de massa dentro do contorno.
- Substrato da Matriz: Ligas comuns, como aço rápido e carbonetos tratados termicamente, são selecionadas para resistência à tração acima das condições de ponto de fusão e inércia a lubrificantes corrosivos da matriz. A espessura da base é calculada para prolongar os intervalos de manutenção, minimizando o desgaste mecânico.
- Fidelidade Geométrica: As tolerâncias zonais que regem a profundidade da cavidade, o passo do contorno e a inclinação do patamar devem estar em faixas micrométricas para refletir a geometria do projeto. Essa especificidade inibe desvios de classe de alarme e cargas de reprocessamento de sucata.
- Manutenção intuitiva: travas de abertura acessíveis, pinos-guia indexados e arquitetura de luva segmentada se combinam para reduzir os ciclos de higiene. O desacoplamento manual do subsistema tem garantia de início de operação dentro de uma contagem de minutos predefinida, reduzindo lacunas de produção na requalificação de material.
- Equalização Térmica: Microcanais integrados ou aquecedores espirais alimentados externamente são acionados para estreitar as faixas de temperatura de +/- 2 Kelvin em regime estacionário ao longo do comprimento da cavidade. A inércia térmica é calibrada dinamicamente para atenuar perdas de rendimento devido a pontas frias da matriz ou sobretensões térmicas.
Cumulativamente, o rendimento suficiente é desbloqueado e os ciclos operacionais implantados são preservados pelo cumprimento desses parâmetros durante a prototipagem da matriz.
Impacto das matrizes na qualidade do produto
A matriz de extrusão é um fator decisivo na qualidade final do componente fabricado. O projeto adequado da matriz e a manutenção rigorosa proporcionam diversas vantagens cruciais.
- A fidelidade dimensional é alcançada quando as metades da matriz são meticulosamente alinhadas e periodicamente recalibradas, produzindo componentes que atendem a tolerâncias rigorosas e minimizando o desperdício.
- A integridade da superfície atinge níveis ótimos quando o canal da matriz é polido e quando a fusão é uniformemente acelerada, suprimindo assim defeitos comuns, como ondulações ou linhas da matriz.
- A uniformidade da espessura é garantida por meio de caminhos de fluxo cônicos ou contornados que fornecem fluxos de material paralelos, evitando assim flutuações de gradiente que podem enfraquecer regiões críticas.
- A geometria da matriz também determina o histórico térmico e de cisalhamento do material, modulando consequentemente características finais como resistência à tração, ponto de escoamento e estabilidade a longo prazo.
Priorizar a aquisição de matrizes superiores e programar intervenções preventivas é indispensável para produtores que desejam obter resultados de produtos que atendam ou excedam consistentemente as estipulações contratuais e regulatórias.
Aplicações de Pesquisa e Processamento de Materiais
Pesquisa em Materiais Plásticos para Extrusão
O progresso contínuo na tecnologia de plásticos ampliou o escopo e a precisão dos processos de extrusão. Pesquisadores concentram-se na formulação de novas resinas e no aprimoramento de sistemas já estabelecidos, a fim de atender às rigorosas especificações de diversos setores econômicos. Áreas de pesquisa notáveis abrangem:
- Polímeros de alto desempenho: investigações sobre poliéter-éter-cetona (PEEK) e polisulfeto de fenileno (PPS) visam a síntese de componentes caracterizados por excelente resistência à tração, resistência térmica e inércia química.
- Plásticos Biodegradáveis: As exigências quantitativas da poluição plástica têm catalisado um escrutínio mais rigoroso das ciências do ácido polilático (PLA) e dos poli-hidroxialcanoatos (PHA). Os programas visam criar artigos capazes de eliminar resíduos durante toda a vida útil, ao mesmo tempo que oferecem características mecânicas comparáveis às das resinas tradicionais.
- Reciclagem de Plásticos: A assimilação tática de fluxos de alimentação pós-consumo e pós-industriais na fabricação por extrusão tem atraído um escrutínio concentrado. O progresso na triagem automatizada, em protocolos avançados de purificação e em arquiteturas de remoagem precisamente controladas torna os insumos reciclados indistinguíveis, em fidelidade, dos equivalentes virgens.
- Arquiteturas Aditivas In-Situ: A inclusão disciplinada de argilas organomodificadas, grafite e fibras estruturais de carbono está sendo otimizada para conferir maior módulo, difusão térmica e resistência ao impacto. Modelos revelam as vantagens pragmáticas e econômicas dessas formulações para aplicações exigentes.
Cumulativamente, esses avanços estratégicos fornecem aos processadores a capacidade de projetar termoplásticos caracterizados — com vantagens monetárias, de desempenho e ecológicas simultâneas — exibindo conformidade direcional mais clara com macros de aplicação identificáveis.
Aplicações da Extrusão de Plástico na Indústria
A extrusão de plástico surgiu como um método altamente adaptável, produzindo produtos que atendem a diversos setores da indústria moderna. Ao moldar continuamente o polímero fundido em seções transversais uniformes, a técnica oferece benefícios funcionais e econômicos:
- Construção: Perfis extrudados desempenham papéis essenciais em tubulações, aberturas e isolamento térmico. Sua resistência intrínseca ao ataque químico e à intrusão de umidade proporciona maior vida útil em ambientes construídos adversos.
- Embalagem: Filmes moldados e soprados, folhas rígidas e bandejas moldadas a vácuo — produzidos por extrusão — dominam os mercados de alimentos e bens de consumo. Propriedades de barreira superiores, combinadas com massa reduzida e custo competitivo, aprimoram tanto a logística quanto o apelo nas gôndolas.
- Automotivo: Perfis extrudados, incluindo vedações perimetrais, frisos decorativos e perfis de absorção de energia, estão presentes em montagens veiculares. Suas características leves e de absorção de energia, aliadas à resistência ao calor, raios UV e produtos químicos, aumentam a durabilidade geral.
- Médico: Tubos, hastes de cateter e blisters esterilizáveis, todos extrudados em dimensões controladas com precisão, atendem aos rigorosos requisitos funcionais e higiênicos do setor. A validação de acordo com os padrões de biocompatibilidade e o paradigma de fabricação em circuito fechado são diferenciais essenciais.
- Bens de consumo: Habitações, interiores de eletrodomésticos e revestimentos de cabos se beneficiam da natureza multifuncional dos materiais extrudados. Competitividade de custos, tolerâncias rigorosas e acabamentos superficiais facilmente alteráveis tornam a tecnologia atraente em mercados de alto volume.
Por meio de geometria, química e temperatura de processamento econômicas, a extrusão continua a ampliar sua presença além das aplicações históricas, sustentando a fabricação em setores diferenciados geográfica e funcionalmente.
Tendências futuras em extrusão de plástico
As previsões para a extrusão de plástico indicam uma trajetória cada vez mais dominada pelo refinamento tecnológico e pela responsabilidade ecológica. Entre os principais caminhos emergentes estão os seguintes:
- Plataformas Inteligentes de Extrusão: A convergência contínua da Internet das Coisas e da inteligência artificial facilita o monitoramento e o ajuste contínuos das variáveis de extrusão. Essas plataformas proporcionam maior eficiência energética e de materiais, menores taxas de refugo e melhor fidelidade dimensional.
- Protocolos Ecoconscientes: Uma recalibração decisiva em direção à sustentabilidade prevê uma implantação crescente de matérias-primas recicladas mecanicamente e de origem biológica, juntamente com programas que visam a redução de energia e a minimização de resíduos.
- Extrusão Aditiva Integrada: A combinação de processos tradicionais de extrusão com deposição de camada aditiva possibilita a fabricação de geometrias complexas caracterizadas por baixa massa e liberdade geométrica, acelerando assim o design iterativo na fabricação de baixo volume.
- Matérias-primas de última geração: pesquisas interdisciplinares persistentes estão produzindo polímeros laminados e multifuncionais de alto desempenho, ampliando os recursos de materiais implantáveis para ambientes de estresse térmico e mecânico excepcional, incluindo os setores aeroespacial e de ciências biológicas.
- Atlas de Automação e Robótica: A integração estendida do controle autônomo, incluindo robôs guiados por visão, padroniza os tempos de ciclo, melhora a repetibilidade e elimina a variabilidade manual, comprimindo assim o trabalho imprevisível e reduzindo os custos unitários.
Juntos, esses caminhos iluminam a capacidade da tecnologia de extrusão de amadurecer, abordando os imperativos convergentes de administração de recursos, diversificação de aplicações e escalabilidade de fabricação.
perguntas frequentes
P: O que é o processo de extrusão e como ele se relaciona com as máquinas extrusoras?
R: O processo de extrusão envolve forçar um material através de uma matriz para criar um formato ou perfil específico. As máquinas extrusoras desempenham um papel fundamental nesse processo, transformando pellets plásticos brutos em polímero fundido, que é então moldado em produtos como folhas, filmes ou tubos. A eficiência e a qualidade do processo de extrusão dependem do projeto da extrusora e das propriedades dos materiais que estão sendo processados.
P: Como o design do parafuso afeta o desempenho de uma extrusora de plástico?
R: O projeto da rosca é fundamental para o desempenho de uma extrusora de plástico. Uma rosca bem projetada garante a eficiência na mistura, fusão e transporte do material plástico, o que impacta diretamente na qualidade do produto. Fatores como comprimento, diâmetro e profundidade do canal da rosca influenciam a temperatura de fusão e as características de fluxo, resultando em produtos extrudados consistentes e de alta qualidade.
P: O que são extrusoras de dupla rosca e suas vantagens no processamento de plástico?
R: As extrusoras de dupla rosca possuem duas roscas entrelaçadas que proporcionam capacidades superiores de mistura e composição em comparação com as extrusoras de rosca simples. Elas oferecem melhor controle sobre o processo de extrusão, tornando-as ideais para aplicações que exigem mistura precisa de aditivos, cargas ou plásticos reciclados. As extrusoras de dupla rosca são particularmente eficazes para aplicações de alto desempenho e materiais que exigem homogeneização completa.
P: Você pode explicar a importância da temperatura de fusão no processo de extrusão?
R: A temperatura de fusão é um fator crucial no processo de extrusão, pois determina a viscosidade e as características de fluxo do polímero fundido. Manter a temperatura de fusão correta garante uma extrusão uniforme e alta qualidade do produto. Se a temperatura for muito baixa, o material pode não fluir corretamente; se for muito alta, o polímero pode se degradar, levando a defeitos no produto final.
P: Quais são os diferentes tipos de equipamentos de extrusão usados na fabricação de plástico?
R: A fabricação de plástico utiliza vários tipos de equipamentos de extrusão, incluindo:
- Extrusoras de parafuso único: Ideal para aplicações simples como tubos, chapas e filmes.
- Extrusoras de parafuso duplo: Ideal para processos complexos que exigem mistura e composição completas.
- Matrizes de extrusão: Adaptado para aplicações específicas, como extrusão de folhas ou revestimento.
Cada tipo de equipamento é selecionado com base nas propriedades do material e nos requisitos do produto para garantir um processamento eficiente e eficaz.
P: O que é coextrusão e como ela beneficia os produtos plásticos?
R: A coextrusão envolve a extrusão simultânea de múltiplas camadas de diferentes materiais para criar um único produto com propriedades aprimoradas. Esse processo permite que os fabricantes combinem materiais com características únicas, como propriedades de barreira aprimoradas ou acabamentos estéticos. Produtos coextrudados são amplamente utilizados em embalagens, construção civil e outros setores onde funcionalidade e versatilidade são essenciais.
P: Como as matrizes de extrusão influenciam o formato final dos produtos extrudados?
R: As matrizes de extrusão determinam a forma final, as dimensões e a qualidade da superfície dos produtos extrudados. O design e a configuração da matriz controlam o fluxo de plástico fundido, garantindo que o material preencha a cavidade da matriz uniformemente. O design preciso da matriz é essencial para obter espessura uniforme, superfícies lisas e padrões de produto consistentes.
P: O que é extrusão de parafuso único e onde ela é comumente usada?
R: A extrusão de rosca única utiliza uma única rosca para empurrar o material através do cilindro da extrusora, fundindo-o e moldando-o no formato desejado. Este método é amplamente utilizado na fabricação de produtos como tubos, filmes e chapas. Sua simplicidade, eficiência e custo-benefício o tornam uma escolha popular para muitos setores, embora possa não possuir os recursos avançados de mistura dos sistemas de rosca dupla.
P: Quais são os benefícios de usar plástico reciclado em processos de extrusão?
R: O uso de plástico reciclado em processos de extrusão oferece vários benefícios, incluindo:
- Impacto ambiental: Reduz o desperdício de plástico e apoia uma economia circular.
- Economia de custos: Reduz os custos de materiais reutilizando plásticos existentes.
- Sustentabilidade: Os avanços na tecnologia de extrusão permitem que os fabricantes incorporem materiais reciclados sem comprometer a qualidade do produto.
Plásticos reciclados podem ser transformados em produtos de alta qualidade, tornando-os uma escolha sustentável e econômica para a fabricação moderna.
Resumo Final
A extrusão de plástico permanece como um pilar dinâmico da manufatura contemporânea, equilibrando eficiência com ampla adaptabilidade. O refinamento contínuo das geometrias de roscas e cilindros, ferramentas de precisão e formulações de polímeros emergentes equipa os fabricantes para produzir soluções robustas e eficientes em termos de recursos, com economia unitária competitiva. A infusão de controle de processo baseado em sensores, otimização de energia em circuito fechado e seleção de materiais ambientalmente responsáveis está ampliando progressivamente o escopo operacional da extrusão, proporcionando menores pegadas de carbono no processo e acelerando os tempos de ciclo. Coletivamente, essas trajetórias reforçam a primazia estratégica da extrusão, permitindo que o processo absorva novos requisitos funcionais nos setores de embalagens, automotivo e biomédico. Caso as trajetórias de inovação persistam, o processo manterá um papel catalítico na fábrica do futuro, garantindo que suas vantagens permaneçam alinhadas aos parâmetros em evolução da manufatura global.


