

















Ineinander greifende und nicht ineinander greifende Doppelschneckenextruder spielen in der Kunststoff-, Gummi- und Chemieindustrie eine zentrale Rolle und prägen die Art und Weise, wie Materialien verarbeitet und Produkte hergestellt werden. Diese Maschinen unterscheiden sich grundlegend darin, wie ihre Schnecken zusammenwirken, und diese Unterscheidung wirkt sich direkt auf ihre Leistung, Effizienz und Eignung für verschiedene Anwendungen aus.
Ineinandergreifende Doppelschneckenextruder verfügen über Schnecken, die sich überlappen und ineinander eingreifen, wodurch eine selbstabstreifende Wirkung entsteht, die das Mischen verbessert und Materialanhäufungen minimiert. Diese Konstruktion macht sie ideal für Anwendungen, die eine präzise Mischung erfordern, wie z. B. die Herstellung von Masterbatches, technische Kunststoffeoder Spezialchemikalien. Bei nicht kämmenden Doppelschneckenextrudern hingegen arbeiten die Schnecken unabhängig voneinander und bieten einen größeren Spielraum und eine geringere Scherung. Dieser Aufbau eignet sich gut für die Verarbeitung von Materialien, die hitzeempfindlich sind oder eine schonende Behandlung erfordern, wie z. B. Gummi oder bestimmte Lebensmittelprodukte.
Das Verständnis der Unterschiede zwischen diesen beiden Extrudertypen ist entscheidend für die Auswahl der richtigen Ausrüstung. Die Wahl kann die Produktqualität, die Betriebseffizienz und die Gesamtproduktionskosten erheblich beeinflussen. Dieser Artikel soll Ihnen dabei helfen, sich mit diesen Unterschieden vertraut zu machen. Er bietet Ihnen die nötigen Informationen, um Ihre Extruderauswahl auf Ihre spezifischen Verarbeitungsanforderungen abzustimmen. Ganz gleich, ob Sie Wert auf Mischpräzision, Materialvielfalt oder Energieeffizienz legen, das Wissen um die Leistung von kämmenden und nicht kämmenden Extrudern wird Ihnen helfen, die beste Entscheidung für Ihren Betrieb zu treffen.
Übersicht Doppelschneckenextruder
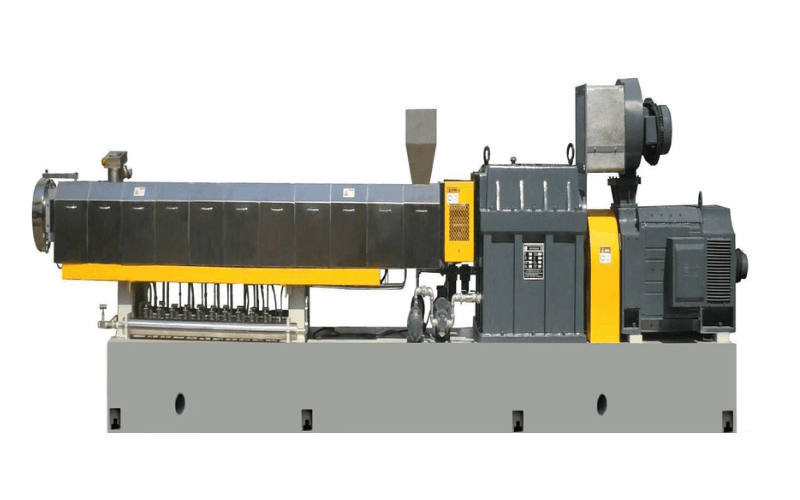
Doppelschneckenextruder sind das Rückgrat vieler Herstellungsprozesse in der Kunststoff-, Gummi- und Chemieindustrie. Ihre Vielseitigkeit und Präzision machen sie unverzichtbar für die Umwandlung von Rohstoffen in hochwertige Produkte. Um ihre Fähigkeiten vollständig zu verstehen, sollten wir ihre Kernfunktionen, Schlüsselbereiche und die verschiedenen verfügbaren Typen untersuchen.
Kernfunktionen: Fördern, Mischen, Schmelzen, Entgasen, Gestalten
Im Kern erfüllen Doppelschneckenextruder fünf wesentliche Funktionen, die die Materialverarbeitung vorantreiben. Erstens, sie übermitteln. Das Rohmaterial wird durch die Rotation der Schnecken durch den Zylinder befördert. Diese Bewegung gewährleistet eine gleichmäßige Zuführung und verhindert einen Materialstau.
Als nächstes werden sie mischen Materialien, sei es das Einmischen von Zusatzstoffen in eine Polymermatrix oder das Homogenisieren mehrerer Komponenten. Das Design und die Konfiguration der Schnecken bestimmen die Intensität und Effizienz dieser Mischung.
Der Schmelzen Funktion überführt feste Materialien in einen geschmolzenen Zustand und bereitet sie für die Formgebung vor. Eine präzise Temperaturregelung und Scherkräfte sorgen für ein gleichmäßiges Schmelzen, ohne das Material zu zersetzen.
Entgasung entfernt unerwünschte Gase, Feuchtigkeit oder flüchtige Verbindungen aus dem Material. Dieser Schritt ist entscheidend für die Verbesserung der Produktqualität, insbesondere bei Anwendungen wie lebensmitteltauglichen Kunststoffen oder medizinischen Polymeren.
Schließlich wird der Extruder Formen Das Material wird durch eine Matrize gepresst, wodurch das gewünschte Profil, Pellet oder Blech entsteht. Jede dieser Funktionen arbeitet harmonisch zusammen, um eine konsistente, qualitativ hochwertige Produktion zu gewährleisten.
Schlüssel-Zonen: Beschickung, Schmelzen, Mischen, Entlüften, Dosieren, Düse
Doppelschneckenextruder sind in verschiedene Zonen unterteilt, die jeweils für einen bestimmten Zweck ausgelegt sind. Die Einzugszone führt die Rohstoffe in den Extruder ein, wo sie ihre Reise beginnen. Eine ordnungsgemäße Beschickung gewährleistet einen gleichmäßigen Durchsatz und verhindert Verstopfungen.
Im SchmelzzoneIn diesem Bereich wirken Wärme und Scherkräfte zusammen, um feste Materialien in einen geschmolzenen Zustand zu überführen. Dieser Bereich erfordert eine genaue Temperaturkontrolle, um Überhitzung oder Unterschmelzen zu vermeiden.
Der Mischzone ist der Ort, an dem die Magie geschieht. Hier erzeugt die Geometrie der Schnecken eine intensive Scherung und eine verteilende Mischung, die sicherstellt, dass Zusatzstoffe, Füllstoffe oder Pigmente gleichmäßig verteilt werden.
Der Entgasungszone ermöglicht das Entweichen von Gasen oder Feuchtigkeit, wodurch die Materialreinheit verbessert und Fehler im Endprodukt verringert werden. Eine ordnungsgemäße Entlüftung verhindert Materialverluste oder Verunreinigungen.
Im Dosierzonewird das Material unter Druck gesetzt und für die Formgebung vorbereitet. Ein gleichmäßiger Druck sorgt für einen gleichmäßigen Fluss durch die Matrize. Schließlich wird das Die-Zone bringt das Material in seine endgültige Form, egal ob es sich um ein Granulat, eine Folie oder ein individuelles Profil handelt.
Arten
Es gibt zwei Haupttypen von Doppelschneckenextrudern, die jeweils einzigartige Merkmale aufweisen, die für bestimmte Anwendungen geeignet sind.
Intermeshing: Mitdrehend und gegenläufig
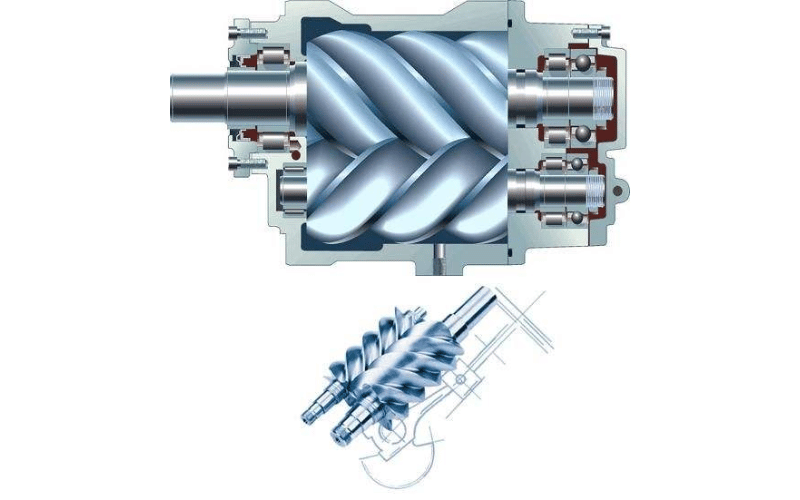
Ineinandergreifende Doppelschneckenextruder verfügen über Schnecken, die sich überlappen und ineinander greifen, wodurch eine selbstabstreifende Wirkung entsteht. Diese Konstruktion verbessert die Durchmischung und minimiert Materialanhäufungen.
Gleichlaufende, kämmende Extruder haben Schnecken, die sich in die gleiche Richtung drehen, und bieten hohe Scherkräfte und hervorragende Mischeigenschaften. Sie sind ideal für Compounding, Masterbatch-Produktion und Anwendungen, die eine präzise Dispersion erfordern.
Gegenläufige, ineinander greifende Extruder, bei denen sich die Schnecken in entgegengesetzter Richtung drehen, sorgen für ein sanfteres Mischen und eine geringere Scherung. Sie eignen sich gut für hitzeempfindliche Materialien wie PVC oder bestimmte Elastomere.
Nicht ineinandergreifend: Parallele Schrauben mit Spielspalt
Nicht kämmende Doppelschneckenextruder verfügen über parallele Schnecken mit einem Spalt zwischen ihnen. Diese Konstruktion reduziert die Scherung und ermöglicht eine sanftere Materialhandhabung, wodurch sie sich ideal für Anwendungen wie Gummiverarbeitung oder Lebensmittelextrusion eignen. Sie bieten zwar nicht den gleichen Grad an Mischpräzision wie kämmende Systeme, aber ihre Fähigkeit, empfindliche oder hochviskose Materialien zu verarbeiten, macht sie in bestimmten Branchen unverzichtbar.
Wenn Sie die Kernfunktionen, Schlüsselbereiche und Typen von Doppelschneckenextrudern kennen, können Sie die Wahl Ihrer Ausrüstung besser auf Ihre Produktionsziele abstimmen. Jede Konstruktion bringt einzigartige Stärken mit sich, so dass es für jedes Material und jede Anwendung eine Lösung gibt.
Hauptunterschiede zwischen ineinander greifenden und nicht ineinander greifenden Designs
Die Wahl zwischen kämmenden und nicht kämmenden Doppelschneckenextrudern erfordert ein klares Verständnis dafür, wie sich ihre Konstruktionen auf Leistung, Materialhandhabung und Wartung auswirken. Jede Konstruktion bringt einzigartige Vorteile und Kompromisse mit sich, so dass es wichtig ist, Ihre Wahl auf Ihre spezifischen Verarbeitungsanforderungen abzustimmen. Schauen wir uns die Hauptunterschiede an.
Scherintensität
Der Grad der Scherung, der während der Verarbeitung angewendet wird, ist einer der wichtigsten Unterschiede zwischen diesen beiden Designs.
Miteinander kämmende Extruder liefern hohe Scherkräfte und sind daher ideal für aggressive Mischaufgaben. Die Schnecken überlappen und greifen ineinander, wodurch intensive Scherkräfte entstehen, die Agglomerate aufbrechen und eine gründliche Dispersion gewährleisten. Diese hohe Scherung ist besonders vorteilhaft für Anwendungen, die ein präzises Mischen erfordern, wie z. B. das Compoundieren technischer Kunststoffe oder die Herstellung von Masterbatches.
Nicht ineinandergreifende ExtruderDie Schnecken arbeiten dagegen mit geringer Scherung, was für eine schonende Verarbeitung besser geeignet ist. Die Schnecken arbeiten unabhängig voneinander mit einem Spalt, wodurch das Risiko einer Materialschädigung verringert wird. Diese Konstruktion ist perfekt für hitze- oder scherempfindliche Materialien wie Weich-PVC oder thermoplastische Elastomere (TPEs).
Mischeffizienz
Die Mischeffizienz variiert erheblich zwischen ineinander greifenden und nicht ineinander greifenden Designs, was ihre Eignung für verschiedene Anwendungen beeinflusst.
Miteinander kämmende Extruder zeichnen sich sowohl beim Dispersions- als auch beim Verteilungsmischen aus. Die selbstabstreifende Wirkung der Schnecken stellt sicher, dass die Materialien gleichmäßig verteilt und gründlich gemischt werden, selbst wenn es sich um schwierige Additive oder Füllstoffe handelt. Dies macht sie zur ersten Wahl für Hochleistungsanwendungen, bei denen Gleichmäßigkeit entscheidend ist.
Nicht ineinandergreifende Extruder bieten eine mäßige Mischeffizienz und konzentrieren sich eher auf eine schonende Handhabung als auf eine aggressive Dispersion. Sie erreichen zwar nicht dasselbe Maß an Gleichmäßigkeit wie ineinandergreifende Konstruktionen, eignen sich aber gut für empfindliche Materialien, die nur minimaler Scherung und Wärmeeinwirkung ausgesetzt werden müssen.
Anwendungen
Die Anwendungen für jedes Design spiegeln ihre einzigartigen Stärken und Grenzen wider.
Miteinander kämmende Extruder sind die Arbeitspferde der Industrie, die anspruchsvolle Aufgaben wie das Compoundieren technischer Kunststoffe, die Herstellung von Masterbatches und die Verarbeitung von Materialien mit hohem Füllstoffgehalt übernehmen. Ihre Fähigkeit, präzise zu mischen und einen hohen Durchsatz zu erzielen, macht sie für komplexe Formulierungen unverzichtbar.
Nicht ineinandergreifende Extruder glänzen in Nischenanwendungen, wie z. B. bei der Verarbeitung von Weich-PVC, TPEs oder anderen empfindlichen Verbindungen. Ihre schonende Handhabung gewährleistet die Unversehrtheit des Materials und macht sie ideal für Produkte, die besondere mechanische oder thermische Eigenschaften erfordern.
Wartung
Die Wartungsanforderungen unterscheiden sich zwischen den beiden Ausführungen, was sich auf die Betriebseffizienz und die Ausfallzeiten auswirkt.
Miteinander kämmende Extruder sind aufgrund ihres überlappenden Schneckendesigns komplexer. Ihre Selbstreinigungsfunktion reduziert jedoch die Materialablagerung und minimiert den Bedarf an manueller Reinigung. Diese Funktion spart Zeit und gewährleistet eine gleichbleibende Leistung, insbesondere bei hohem Durchsatz.
Nicht ineinandergreifende Extruder haben ein einfacheres Design, wodurch sie leichter zu demontieren und zu warten sind. Das Fehlen eines Selbstreinigungsmechanismus bedeutet jedoch, dass die Bediener das Gerät möglicherweise manuell reinigen müssen. Schrauben und Zylinder häufiger, insbesondere bei der Verarbeitung klebriger oder hitzeempfindlicher Materialien.
Wenn Sie diese wesentlichen Unterschiede kennen, können Sie die Doppelschneckenextruder Design, das am besten auf Ihre Materialeigenschaften, Produktionsziele und betrieblichen Prioritäten abgestimmt ist. Ganz gleich, ob Sie eine hohe Scherung für aggressives Mischen oder eine schonende Handhabung für empfindliche Mischungen benötigen - es gibt ein Design, das auf Ihre Bedürfnisse zugeschnitten ist.
Wie man den richtigen Doppelschneckenextruder auswählt
Die Auswahl des richtigen Doppelschneckenextruders ist eine wichtige Entscheidung, die sich direkt auf Ihre Produktionseffizienz, Produktqualität und Betriebskosten auswirkt. Um die beste Wahl zu treffen, müssen Sie Ihre Materialeigenschaften, Ihre Verarbeitungsziele und Ihre Budgetvorgaben bewerten. Lassen Sie uns auf diese Faktoren eingehen, um Ihren Entscheidungsprozess zu unterstützen.
Materialeigenschaften
Die Eigenschaften der von Ihnen zu verarbeitenden Materialien sollten bei der Wahl zwischen ineinandergreifenden und nicht ineinandergreifenden Ausführungen an erster Stelle stehen.
Für hochviskose oder gefüllte Materialienwie z. B. stark belastete Compounds oder technische Kunststoffe, ineinandergreifende Extruder sind die klare Wahl. Ihre hohe Scherkraft und die selbstabstreifende Wirkung sorgen für eine gründliche Durchmischung und verhindern Materialanhäufungen, selbst bei schwierigen Zusatzstoffen wie Glasfasern oder mineralischen Füllstoffen.
Wenn Sie mit thermisch empfindliche oder niedrigviskose Materialien, wie zum Beispiel Weich-PVC, TPEs oder bestimmte lebensmittelechte Polymere, nicht kämmende Extruder sorgen für eine schonende Handhabung, die zur Erhaltung der Materialintegrität erforderlich ist. Ihr Design mit geringerer Scherung minimiert die Wärmeentwicklung und verringert so das Risiko einer Verschlechterung oder unerwünschten Veränderung der Materialeigenschaften.
Ziele der Verarbeitung
Ihre Produktionsziele spielen eine wichtige Rolle bei der Wahl des richtigen Extruders für Ihren Betrieb.
Wenn Ihr Ziel ist aggressives Mischen und hoher Durchsatz, ineinandergreifende Extruder liefern die Leistung, die Sie brauchen. Ihr überlappendes Schraubendesign erzeugt starke Scherkräfte, wodurch sie ideal sind für Anwendungen wie Masterbatch Herstellung, Compoundierung technischer Kunststoffe oder Verarbeitung von Materialien mit hohem Füllstoffgehalt.
Für Vorgänge, die folgende Prioritäten haben sanfter Transport und geringe Scherung, nicht kämmende Extruder sind die bessere Wahl. Ihre parallele Schneckenkonstruktion mit einem Spalt sorgt für einen gleichmäßigen Materialfluss und eignet sich daher perfekt für Anwendungen, die eine minimale Scherung erfordern, wie z. B. die Gummiverarbeitung oder die Extrusion von empfindlichen Lebensmitteln.
Haushalt und Wartung
Budget- und Wartungserwägungen geben oft den Ausschlag bei der Wahl zwischen kämmenden und nicht kämmenden Extrudern.
Miteinander kämmende Extruder sind aufgrund ihrer komplexen Konstruktion und fortschrittlichen Funktionen in der Regel mit höheren Anschaffungskosten verbunden. Außerdem unterliegen sie einem höheren Verschleiß, insbesondere bei der Verarbeitung von abrasiven oder gefüllten Materialien, was die Wartungskosten im Laufe der Zeit erhöhen kann. Ihre Selbstreinigung verringert jedoch die Ausfallzeiten und sorgt für eine gleichbleibende Leistung, was sie zu einer lohnenden Investition für Betriebe mit hoher Nachfrage macht.
Nicht ineinandergreifende Extruderbieten mit ihrem einfacheren Design eine budgetfreundliche Option. Die niedrigeren Anschaffungskosten und der geringere Verschleiß machen sie zu einer attraktiven Wahl für kleinere Betriebe oder solche mit knappen Budgets. Auch die Wartung ist einfacher, da die Schnecken leichter zu demontieren und zu reinigen sind. Das Fehlen eines Selbstreinigungsmechanismus kann jedoch ein häufigeres manuelles Eingreifen erfordern, insbesondere bei der Verarbeitung klebriger oder hitzeempfindlicher Materialien.
Durch eine sorgfältige Bewertung Ihrer Materialeigenschaften, Verarbeitungsziele und Ihres Budgets können Sie getrost den Doppelschneckenextruder auswählen, der Ihren betrieblichen Anforderungen entspricht. Ganz gleich, ob Sie die hohe Scherung und Präzision einer kämmenden Konstruktion oder die schonende Handhabung und Einfachheit eines nicht kämmenden Systems benötigen, die richtige Wahl wird Ihre Produktion optimieren und gleichbleibende Ergebnisse liefern.
Praktische Überlegungen
Beim Betrieb eines Doppelschneckenextruders liegt der Erfolg in der Beherrschung des komplizierten Gleichgewichts der Prozessvariablen, der Auswahl der richtigen Schneckenelemente und der Umsetzung effektiver Kontrollstrategien. Jeder dieser Faktoren spielt eine entscheidende Rolle bei der Optimierung der Leistung, der Gewährleistung der Produktqualität und der Aufrechterhaltung der betrieblichen Effizienz. Lassen Sie uns diese praktischen Überlegungen im Detail untersuchen.
Prozess-Variablen
Die Leistung eines Doppelschneckenextruders hängt von der präzisen Steuerung der wichtigsten Prozessvariablen ab.
Schneckendrehzahl beeinflusst direkt die Scherintensität und die Verweilzeit. Höhere Drehzahlen erzeugen eine stärkere Scherung, was für ein aggressives Mischen von Vorteil ist, aber bei unvorsichtiger Handhabung zu einer Verschlechterung des Materials führen kann. Passen Sie die Schneckendrehzahl je nach Viskosität und Scherempfindlichkeit des Materials an.
Vorschubgeschwindigkeit bestimmt die Menge des in den Extruder eintretenden Materials. Eine uneinheitliche Zuführungsrate kann Druckschwankungen verursachen, die zu ungleichmäßigem Mischen oder schlechter Pelletqualität führen. Verwenden Sie einen gravimetrischen Dosierer für eine präzise und gleichmäßige Materialdosierung.
Temperatur des Fasses ist entscheidend für ein gleichmäßiges Schmelzen und den Erhalt der Materialintegrität. Unterteilen Sie den Zylinder in mehrere Heizzonen, die jeweils auf die optimale Temperatur für das zu verarbeitende Material eingestellt sind. Überwachen und regulieren Sie die Temperaturen, um Überhitzung oder Unterschmelzen zu vermeiden.
Matrizendruck gewährleistet einen gleichmäßigen Materialfluss durch die Matrize. Ein zu hoher Druck kann zu einem Verschleiß der Matrize oder zu einer Verschlechterung des Materials führen, während ein zu geringer Druck zu einer schlechten Formgebung führen kann. Überwachen Sie regelmäßig den Werkzeugdruck und passen Sie die Prozessparameter an, um die Stabilität zu erhalten.
Modulare Schraubenelemente
Der modulare Aufbau von Doppelschneckenextrudern ermöglicht es Ihnen, die Schneckenkonfiguration für spezifische Anwendungen anzupassen. Die Auswahl der richtigen Kombination von Schneckenelementen ist entscheidend für das Erreichen der gewünschten Verarbeitungsergebnisse.
Fördernde Elemente transportieren das Material durch das Fass. Verwenden Sie Elemente mit Vorwärtsneigung für einen effizienten Materialfluss und Elemente mit Rückwärtsneigung, um bei Bedarf Gegendruck zu erzeugen.
Knetelemente sorgen für eine intensive Durchmischung, indem sie örtliche Scherungszonen schaffen. Passen Sie den Winkel und die Abstufung dieser Elemente an, um den Grad der Scherung und die Mischintensität zu steuern.
Mischen von Elementen eine gleichmäßige Dispersion von Additiven, Füllstoffen oder Pigmenten gewährleisten. Wählen Sie Elemente mit einer Geometrie, die den Mischanforderungen des Materials entspricht, egal ob distributiv oder dispergierend.
Umkehrelemente erzeugen einen Rückfluss, erhöhen die Verweilzeit und verbessern die Durchmischung. Verwenden Sie diese sparsam, um einen übermäßigen Druckaufbau zu vermeiden.
Dichtungselemente verhindern das Austreten von Material in Entlüftungszonen. Die richtige Platzierung dieser Elemente gewährleistet eine effiziente Entgasung ohne Beeinträchtigung des Materialflusses.
Kontroll-Strategien
Wirksame Steuerungsstrategien sind das Rückgrat eines gut funktionierenden Doppelschneckenextruders. Mit fortschrittlichen Steuerungssystemen können Sie kritische Parameter in Echtzeit überwachen und anpassen und so eine konstante Leistung sicherstellen.
Geschwindigkeit-Last-Kontrolle passt die Schneckendrehzahl automatisch an, um eine gleichmäßige Belastung aufrechtzuerhalten, eine Überlastung zu vermeiden und einen stabilen Betrieb zu gewährleisten. Diese Strategie ist besonders nützlich für Anwendungen mit hohem Durchsatz.
Druckkontrolle überwacht den Werkzeug- und Entlüftungsdruck und nimmt in Echtzeit Anpassungen vor, um die Stabilität zu gewährleisten. Verwenden Sie Drucksensoren, um Schwankungen zu erkennen und Probleme wie Werkzeugverschleiß oder Materialverschlechterung zu vermeiden.
Kontrolle der Schmelztemperatur stellt sicher, dass das Material den Extruder mit der optimalen Temperatur für die nachfolgende Verarbeitung verlässt. Installieren Sie Temperatursensoren in der Nähe der Düse, um die Schmelzetemperatur zu überwachen und die Zylinderheizzonen nach Bedarf anzupassen.
Wenn Sie diese praktischen Überlegungen beherrschen, können Sie das volle Potenzial Ihres Doppelschneckenextruders ausschöpfen. Die Feinabstimmung der Prozessvariablen, die Auswahl der richtigen Schneckenelemente und die Implementierung robuster Steuerungsstrategien werden nicht nur die Produktqualität verbessern, sondern auch die Betriebseffizienz steigern und Ausfallzeiten reduzieren.
FAQs
F: Was ist der Hauptunterschied zwischen ineinandergreifenden und nicht ineinandergreifenden Doppelschneckenextrudern?
A: Der Hauptunterschied besteht darin, wie die Schnecken zusammenwirken. Bei ineinandergreifenden Extrudern überlappen sich die Schnecken und greifen ineinander, was zu einer hohen Scherung und einer hervorragenden Mischeffizienz führt. Nicht ineinandergreifende Extruder haben parallele Schnecken mit einem Spalt, der eine geringere Scherung und eine sanftere Materialbehandlung ermöglicht, was ideal für hitzeempfindliche oder empfindliche Materialien ist.
F: Welcher Typ ist besser für die Konsistenz von Farbmasterbatch?
A: Miteinander kämmende Doppelschneckenextruder sind besser für die Konsistenz von Farbmasterbatches. Ihre hohe Scherung und selbstabstreifende Wirkung sorgen für eine gleichmäßige Dispersion der Pigmente und damit für eine gleichbleibende Farbqualität in der gesamten Charge.
F: Wie beeinflusst die Schneckendrehzahl die Scher- und Mischleistung?
A: Eine Erhöhung der Schneckendrehzahl erhöht die Scherintensität und verbessert die Mischleistung, was für das Dispergieren von Additiven oder Füllstoffen von Vorteil ist. Eine zu hohe Drehzahl kann jedoch zu Materialverschlechterung oder Überhitzung führen. Daher ist es wichtig, die Drehzahl mit den Materialeigenschaften und den Verarbeitungszielen abzustimmen.
F: Welche Verweilzeitverteilung (RTD) ist für die reaktive Extrusion ideal?
A: Eine enge Verweilzeitverteilung (RTD) ist ideal für Reaktivextrusion. Dies gewährleistet konstante Reaktionszeiten und minimiert das Risiko einer Unter- oder Überreaktion des Materials. Ineinandergreifende Extruder mit präzisen Schneckenkonfigurationen können dazu beitragen, diese enge RTD zu erreichen.
F: Bieten ineinandergreifende Extruder immer einen höheren Durchsatz?
A: Nicht immer. Während sich kämmende Extruder bei Anwendungen mit hohem Durchsatz auszeichnen, hängt ihre Leistung von Faktoren wie Schneckendesign, Materialeigenschaften und Prozesseinstellungen ab. Auch nicht kämmende Extruder können bei bestimmten Materialien, die eine schonende Behandlung erfordern, einen hohen Durchsatz erzielen.
F: Wie kann ich den Verschleiß bei der Verarbeitung hoher Glasfasermengen reduzieren?
A: Verwenden Sie für Schnecken und Zylinder verschleißfeste Materialien wie Wolframkarbid, um den Verschleiß zu verringern. Optimieren Sie das Schneckendesign, um unnötige Scherkräfte zu minimieren, und sorgen Sie für eine angemessene Schmierung, um die Reibung zu verringern. Prüfen und ersetzen Sie verschlissene Komponenten regelmäßig, um die Leistung zu erhalten.
F: Können nicht ineinandergreifende Extruder die Entgasung effektiv handhaben?
A: Ja, nicht kämmende Extruder können die Entgasung effektiv durchführen, wenn sie mit geeigneten Entgasungszonen und Dichtungselementen ausgestattet sind. Ihre Konstruktion mit geringerer Scherung verringert das Risiko von Materialverlusten während der Entgasung, so dass sie für Anwendungen geeignet sind, die eine sanfte Entgasung erfordern.
F: Welche Faktoren beeinflussen den Energieverbrauch pro Kilogramm?
A: Der Energieverbrauch pro Kilogramm hängt von Faktoren wie Schneckendrehzahl, Zylindertemperatur, Materialviskosität und Durchsatz ab. Eine effiziente Schneckenkonstruktion, optimierte Prozesseinstellungen und eine angemessene Isolierung des Zylinders können dazu beitragen, den Energieverbrauch zu senken.
F: Wie wähle ich zwischen gleichlaufenden und gegenläufigen Extrudern?
A: Entscheiden Sie sich für gleichlaufende Extruder, wenn Sie hohe Scherkräfte und eine hervorragende Durchmischung benötigen und Anwendungen wie Compoundierung oder Masterbatch-Produktion. Entscheiden Sie sich für gegenläufige Extruder, wenn Sie hitzeempfindliche Materialien verarbeiten oder wenn eine geringere Scherung und ein sanfteres Mischen erforderlich sind, wie z. B. bei PVC-Extrusion.
F: Was sind die wichtigsten Überlegungen für die Ausweitung von der Pilotphase auf die Produktion?
A: Beim Scale-up sind Faktoren wie Schneckendesign, Prozessparameter und Materialflusseigenschaften zu berücksichtigen. Stellen Sie sicher, dass der Produktionsextruder der FTE- und Mischleistung des Pilotsystems entspricht. Führen Sie Versuche durch, um den Durchsatz, die Qualität und die Energieeffizienz zu validieren, bevor Sie die Anlage im großen Maßstab einsetzen.
Abschluss
Miteinander kämmende Doppelschneckenextruder bieten eine hohe Scherung, eine hervorragende Durchmischung und Präzision und sind daher ideal für anspruchsvolle Anwendungen wie Compounding und Masterbatch-Produktion. Nicht kämmende Extruder bieten eine schonende Handhabung und eine geringere Scherung, die sich für hitzeempfindliche oder empfindliche Materialien eignen. Stimmen Sie Ihre Wahl auf die Materialeigenschaften und Produktionsziele ab, um eine optimale Leistung zu gewährleisten. Lassen Sie sich von Branchenexperten beraten und führen Sie Versuche durch, um die Extruderkonfiguration auf Ihre spezifischen Bedürfnisse abzustimmen und so die Effizienz und Produktqualität zu maximieren.


