

















Intermeshing and non-intermeshing twin screw extruders play a pivotal role in the plastics, rubber, and chemical industries, shaping the way materials are processed and products are manufactured. These machines differ fundamentally in how their screws interact, and this distinction directly impacts their performance, efficiency, and suitability for various applications.
Intermeshing twin screw extruders feature screws that overlap and engage with each other, creating a self-wiping action that enhances mixing and minimizes material buildup. This design makes them ideal for applications requiring precise compounding, such as producing masterbatches, engineered plastics, or specialty chemicals. On the other hand, non-intermeshing twin screw extruders have screws that operate independently, offering greater clearance and less shear. This setup works well for processing materials that are heat-sensitive or require gentle handling, such as rubber or certain food products.
Understanding the differences between these two types of extruders is crucial for selecting the right equipment. The choice can significantly affect product quality, operational efficiency, and overall production costs. This article focuses on helping you navigate these differences, providing the insights needed to align your extruder selection with your specific processing needs. Whether you prioritize mixing precision, material versatility, or energy efficiency, knowing how intermeshing and non-intermeshing extruders perform will guide you toward the best decision for your operation.
Overview of Twin Screw Extruders
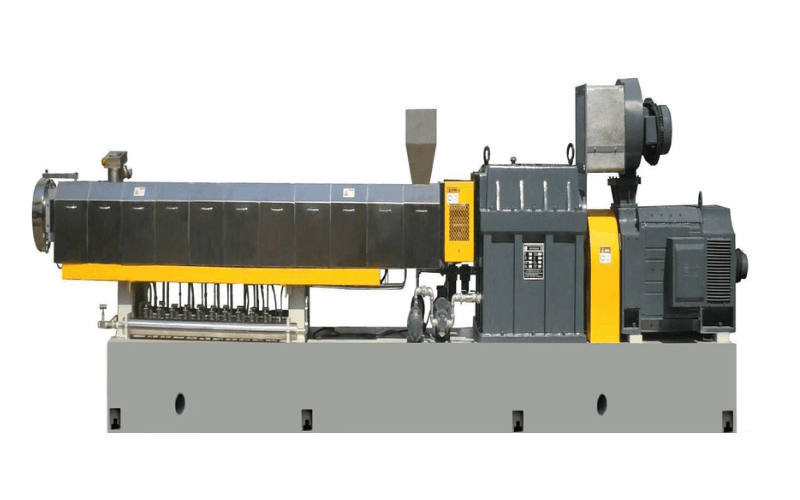
Twin screw extruders serve as the backbone of many manufacturing processes in the plastics, rubber, and chemical industries. Their versatility and precision make them indispensable for transforming raw materials into high-quality products. To fully understand their capabilities, let’s explore their core functions, key zones, and the different types available.
Core Functions: Conveying, Mixing, Melting, Devolatilizing, Shaping
At their core, twin screw extruders perform five essential functions that drive material processing. First, they convey raw materials through the barrel using the rotation of the screws. This movement ensures consistent feeding and prevents material stagnation.
Next, they mix materials, whether blending additives into a polymer matrix or homogenizing multiple components. The screws’ design and configuration determine the intensity and efficiency of this mixing.
The melting function transforms solid materials into a molten state, preparing them for shaping. Precise temperature control and shear forces ensure uniform melting without degrading the material.
Devolatilizing removes unwanted gases, moisture, or volatile compounds from the material. This step is critical for improving product quality, especially in applications like food-grade plastics or medical-grade polymers.
Finally, the extruder shapes the material by forcing it through a die, creating the desired profile, pellet, or sheet. Each of these functions works in harmony to deliver consistent, high-quality output.
Key Zones: Feed, Melting, Mixing, Venting, Metering, Die
Twin screw extruders are divided into distinct zones, each designed for a specific purpose. The feed zone introduces raw materials into the extruder, where they begin their journey. Proper feeding ensures consistent throughput and prevents blockages.
In the melting zone, heat and shear forces work together to transform solid materials into a molten state. This zone requires precise temperature control to avoid overheating or under-melting.
The mixing zone is where the magic happens. Here, the screws’ geometry creates intense shear and distributive mixing, ensuring additives, fillers, or pigments are evenly dispersed.
The venting zone allows gases or moisture to escape, improving material purity and reducing defects in the final product. Proper venting design prevents material loss or contamination.
In the metering zone, the material is pressurized and prepared for shaping. Consistent pressure ensures uniform flow through the die. Finally, the die zone shapes the material into its final form, whether it’s a pellet, film, or custom profile.
Types
Twin screw extruders come in two main types, each with unique characteristics suited to specific applications.
Intermeshing: Co-Rotating and Counter-Rotating
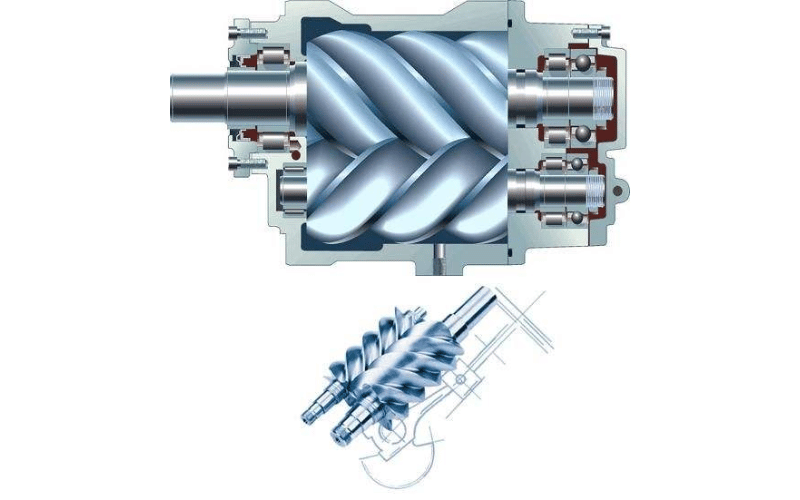
Intermeshing twin screw extruders feature screws that overlap and engage with each other, creating a self-wiping action. This design enhances mixing and minimizes material buildup.
Co-rotating intermeshing extruders have screws that rotate in the same direction, offering high shear and excellent mixing capabilities. They are ideal for compounding, masterbatch production, and applications requiring precise dispersion.
Counter-rotating intermeshing extruders, where screws rotate in opposite directions, provide gentler mixing and lower shear. These are well-suited for heat-sensitive materials like PVC or certain elastomers.
Non-Intermeshing: Parallel Screws with a Clearance Gap
Non-intermeshing twin screw extruders feature parallel screws with a clearance gap between them. This design reduces shear and allows for gentler material handling, making them ideal for applications like rubber processing or food extrusion. While they may not offer the same level of mixing precision as intermeshing systems, their ability to handle delicate or highly viscous materials makes them indispensable in specific industries.
By understanding the core functions, key zones, and types of twin screw extruders, you can better align your equipment choice with your production goals. Each design brings unique strengths to the table, ensuring there’s a solution for every material and application.
Key Differences Between Intermeshing and Non-Intermeshing Designs
Choosing between intermeshing and non-intermeshing twin screw extruders requires a clear understanding of how their designs impact performance, material handling, and maintenance. Each design brings unique advantages and trade-offs, making it essential to align your choice with your specific processing needs. Let’s break down the key differences.
Shear Intensity
The level of shear applied during processing is one of the most significant distinctions between these two designs.
Intermeshing extruders deliver high shear, making them ideal for aggressive mixing tasks. The screws overlap and engage with each other, creating intense shear forces that break down agglomerates and ensure thorough dispersion. This high shear is particularly beneficial for applications requiring precise mixing, such as compounding engineering plastics or producing masterbatches.
Non-intermeshing extruders, on the other hand, apply low shear, which is better suited for gentle processing. The screws operate independently with a clearance gap, reducing the risk of material degradation. This design is perfect for heat-sensitive or shear-sensitive materials like soft PVC or thermoplastic elastomers (TPEs).
Mixing Efficiency
Mixing efficiency varies significantly between intermeshing and non-intermeshing designs, influencing their suitability for different applications.
Intermeshing extruders excel in both dispersion and distributive mixing. The self-wiping action of the screws ensures that materials are evenly distributed and thoroughly mixed, even when dealing with challenging additives or fillers. This makes them the go-to choice for high-performance applications where uniformity is critical.
Non-intermeshing extruders provide moderate mixing efficiency, focusing on gentle handling rather than aggressive dispersion. While they may not achieve the same level of uniformity as intermeshing designs, they are well-suited for sensitive materials that require minimal shear and heat exposure.
Applications
The applications for each design reflect their unique strengths and limitations.
Intermeshing extruders are the workhorses of the industry, handling demanding tasks like compounding engineering plastics, producing masterbatches, and processing materials with high filler content. Their ability to deliver precise mixing and high throughput makes them indispensable for complex formulations.
Non-intermeshing extruders shine in niche applications, such as processing soft PVC, TPEs, or other delicate compounds. Their gentle handling ensures material integrity, making them ideal for products that require specific mechanical or thermal properties.
Maintenance
Maintenance requirements differ between the two designs, impacting operational efficiency and downtime.
Intermeshing extruders are more complex due to their overlapping screw design. However, their self-cleaning action reduces material buildup, minimizing the need for manual cleaning. This feature saves time and ensures consistent performance, especially in high-throughput operations.
Non-intermeshing extruders have a simpler design, which makes them easier to disassemble and maintain. However, the lack of a self-cleaning mechanism means operators may need to manually clean the screws and barrel more frequently, especially when processing sticky or heat-sensitive materials.
By understanding these key differences, you can select the twin screw extruder design that best aligns with your material properties, production goals, and operational priorities. Whether you need high shear for aggressive mixing or gentle handling for sensitive compounds, there’s a design tailored to meet your needs.
How to Choose the Right Twin Screw Extruder
Selecting the right twin screw extruder is a critical decision that directly impacts your production efficiency, product quality, and operational costs. To make the best choice, you need to evaluate your material characteristics, processing goals, and budgetary constraints. Let’s dive into these factors to guide your decision-making process.
Material Characteristics
The properties of the materials you process should be your first consideration when choosing between intermeshing and non-intermeshing designs.
For high-viscosity or filled materials, such as heavily loaded compounds or engineering plastics, intermeshing extruders are the clear choice. Their high shear and self-wiping action ensure thorough mixing and prevent material buildup, even when dealing with challenging additives like glass fibers or mineral fillers.
If you’re working with thermally sensitive or low-viscosity materials, such as soft PVC, TPEs, or certain food-grade polymers, non-intermeshing extruders provide the gentle handling required to maintain material integrity. Their lower shear design minimizes heat generation, reducing the risk of degradation or unwanted changes in material properties.
Processing Goals
Your production objectives play a significant role in determining the right extruder for your operation.
If your goal is aggressive mixing and high throughput, intermeshing extruders deliver the performance you need. Their overlapping screw design creates intense shear forces, making them ideal for applications like masterbatch production, compounding engineering plastics, or processing materials with high filler content.
For operations that prioritize gentle transport and low shear, non-intermeshing extruders are the better option. Their parallel screw design with a clearance gap ensures smooth material flow, making them perfect for applications requiring minimal shear, such as rubber processing or delicate food extrusion.
Budget and Maintenance
Budget and maintenance considerations often tip the scales when choosing between intermeshing and non-intermeshing extruders.
Intermeshing extruders typically come with a higher initial cost due to their complex design and advanced capabilities. They also experience more wear, especially when processing abrasive or filled materials, which can increase maintenance expenses over time. However, their self-cleaning action reduces downtime and ensures consistent performance, making them a worthwhile investment for high-demand operations.
Non-intermeshing extruders, with their simpler design, offer a more budget-friendly option. Their lower upfront cost and reduced wear make them an attractive choice for smaller-scale operations or those with tight budgets. Maintenance is also more straightforward, as the screws are easier to disassemble and clean. However, the lack of a self-cleaning mechanism may require more frequent manual intervention, especially when processing sticky or heat-sensitive materials.
By carefully evaluating your material characteristics, processing goals, and budget, you can confidently select the twin screw extruder that aligns with your operational needs. Whether you require the high shear and precision of an intermeshing design or the gentle handling and simplicity of a non-intermeshing system, the right choice will optimize your production and deliver consistent results.
Practical Considerations
When operating a twin screw extruder, success lies in managing the intricate balance of process variables, selecting the right screw elements, and implementing effective control strategies. Each of these factors plays a critical role in optimizing performance, ensuring product quality, and maintaining operational efficiency. Let’s explore these practical considerations in detail.
Process Variables
The performance of a twin screw extruder hinges on precise control of key process variables.
Screw speed directly influences shear intensity and residence time. Higher speeds generate more shear, which is beneficial for aggressive mixing but can lead to material degradation if not carefully managed. Adjust screw speed based on the material’s viscosity and sensitivity to shear.
Feed rate determines the amount of material entering the extruder. An inconsistent feed rate can cause pressure fluctuations, leading to uneven mixing or poor pellet quality. Use a gravimetric feeder for precise and consistent material dosing.
Barrel temperature is critical for achieving uniform melting and maintaining material integrity. Divide the barrel into multiple heating zones, each set to the optimal temperature for the material being processed. Monitor and adjust temperatures to prevent overheating or under-melting.
Die pressure ensures consistent material flow through the die. Excessive pressure can cause die wear or material degradation, while insufficient pressure may result in poor shaping. Regularly monitor die pressure and adjust process parameters to maintain stability.
Modular Screw Elements
The modular design of twin screw extruders allows you to customize the screw configuration for specific applications. Selecting the right combination of screw elements is essential for achieving desired processing outcomes.
Conveying elements transport material through the barrel. Use forward-pitch elements for efficient material flow and reverse-pitch elements to create back pressure when needed.
Kneading elements provide intensive mixing by creating localized shear zones. Adjust the angle and stagger of these elements to control the level of shear and mixing intensity.
Mixing elements ensure uniform dispersion of additives, fillers, or pigments. Choose elements with a geometry that matches the material’s mixing requirements, whether distributive or dispersive.
Reversing elements create backflow, increasing residence time and enhancing mixing. Use these sparingly to avoid excessive pressure buildup.
Sealing elements prevent material leakage in venting zones. Proper placement of these elements ensures efficient devolatilization without compromising material flow.
Control Strategies
Effective control strategies are the backbone of a well-functioning twin screw extruder. Advanced control systems allow you to monitor and adjust critical parameters in real time, ensuring consistent performance.
Speed-to-load control automatically adjusts screw speed to maintain a consistent load, preventing overloading and ensuring stable operation. This strategy is particularly useful for high-throughput applications.
Pressure control monitors die and venting pressures, making real-time adjustments to maintain stability. Use pressure sensors to detect fluctuations and prevent issues like die wear or material degradation.
Melt temperature control ensures the material exits the extruder at the optimal temperature for downstream processing. Install temperature sensors near the die to monitor melt temperature and adjust barrel heating zones as needed.
By mastering these practical considerations, you can unlock the full potential of your twin screw extruder. Fine-tuning process variables, selecting the right screw elements, and implementing robust control strategies will not only enhance product quality but also improve operational efficiency and reduce downtime.
FAQs
Q: What is the main difference between intermeshing and non-intermeshing twin screw extruders?
A: The main difference lies in how the screws interact. Intermeshing extruders have screws that overlap and engage with each other, creating high shear and excellent mixing efficiency. Non-intermeshing extruders have parallel screws with a clearance gap, offering lower shear and gentler material handling, which is ideal for heat-sensitive or delicate materials.
Q: Which type is better for color masterbatch consistency?
A: Intermeshing twin screw extruders are better for color masterbatch consistency. Their high shear and self-wiping action ensure uniform dispersion of pigments, resulting in consistent color quality across the batch.
Q: How does screw speed affect shear and mixing performance?
A: Increasing screw speed raises shear intensity and enhances mixing performance, which is beneficial for dispersing additives or fillers. However, excessive speed can lead to material degradation or overheating, so it’s important to balance speed with material properties and processing goals.
Q: What residence time distribution (RTD) is ideal for reactive extrusion?
A: A narrow residence time distribution (RTD) is ideal for reactive extrusion. It ensures consistent reaction times and minimizes the risk of under- or over-reacted material. Intermeshing extruders with precise screw configurations can help achieve this narrow RTD.
Q: Do intermeshing extruders always provide higher throughput?
A: Not always. While intermeshing extruders excel in high-throughput applications, their performance depends on factors like screw design, material properties, and process settings. Non-intermeshing extruders can also achieve high throughput for specific materials that require gentle handling.
Q: How can I reduce wear when processing high glass fiber loads?
A: To reduce wear, use wear-resistant materials like tungsten carbide for screws and barrels. Optimize screw design to minimize unnecessary shear, and ensure proper lubrication to reduce friction. Regularly inspect and replace worn components to maintain performance.
Q: Can non-intermeshing extruders handle devolatilization effectively?
A: Yes, non-intermeshing extruders can handle devolatilization effectively when equipped with proper venting zones and sealing elements. Their lower shear design reduces the risk of material loss during venting, making them suitable for applications requiring gentle devolatilization.
Q: What factors influence energy consumption per kilogram?
A: Energy consumption per kilogram depends on factors like screw speed, barrel temperature, material viscosity, and throughput. Efficient screw design, optimized process settings, and proper insulation of the barrel can help reduce energy usage.
Q: How do I choose between co-rotating and counter-rotating extruders?
A: Choose co-rotating extruders for high shear, excellent mixing, and applications like compounding or masterbatch production. Opt for counter-rotating extruders when processing heat-sensitive materials or when lower shear and gentler mixing are required, such as in PVC extrusion.
Q: What are the key considerations for scaling up from pilot to production?
A: When scaling up, consider factors like screw design, process parameters, and material flow characteristics. Ensure the production extruder matches the pilot system’s RTD and mixing performance. Conduct trials to validate throughput, quality, and energy efficiency before full-scale implementation.
Conclusion
Intermeshing twin screw extruders offer high shear, excellent mixing, and precision, making them ideal for demanding applications like compounding and masterbatch production. Non-intermeshing extruders provide gentle handling and lower shear, which suit heat-sensitive or delicate materials. Align your choice with the material properties and production goals to ensure optimal performance. Consult industry experts and conduct trials to tailor the extruder configuration to your specific needs, maximizing efficiency and product quality.


